You are not logged in.
- Topics: Active | Unanswered
#26 Re: Feature Requests » Auto Mask Generation » 2016-09-22 15:33:11
Hi Larry-
I tried to find the sensor you used on Amazon or spark fun but th pictures don't match up to what you have accomplished. Did you remove the sensor from the board to place it in the cone? How was this accomplished? Thanks!
Aloha Larry- !![]()
#27 Re: Everything else » CNC Software » 2016-08-27 20:24:30
and one more question , what platform it will belong windows , mac , linux?
just keep in mind , the most fastest toolpaths cam software at the moment is Deskproto.
but it is not supported simultaneous movement of more than 3-axis XYZ.
only indexing movement .
the other one as MADcam or RhinoCam is extremely slow , in my opinion
#28 Re: Everything else » CNC Software » 2016-08-27 20:16:47
as all professional cam to do as :
edgecam , mastercam , powemill , featurecam ...
#29 Re: Everything else » CNC Software » 2016-08-27 20:00:30
as my experience the most difficult part of CNC is to calibration , for get all axis came to one point , in hobby cnc it is nearly impossible
https://www.youtube.com/watch?v=Y-rL0luc8Xw
second
software has to have kinematik generator , for predict crash axis
#30 Re: Everything else » CNC Software » 2016-08-27 19:41:14
#31 Re: Everything else » CNC Software » 2016-08-27 19:40:01
Good question.
Our target is to have stone and wood cnc and maybe metal one
similar this ?
https://www.youtube.com/watch?v=UjMJOfCyDaA
it is in 2007
#33 Re: Everything else » CNC Software » 2016-08-27 19:22:55
this is my thinking , I can be wrong , please to do what you think is right
#34 Re: Everything else » CNC Software » 2016-08-27 19:21:25
so I recommend to you download trial version of any of CAM, bring your model , and try to make toolpaths for understand how much is headache.
in this case may be you change your mind to the other side as I do .
after nanodlp I recommend you to look at direct metal laser sintering (DMLS)
I think this is future of manufactory .
but not CNC
#35 Re: Everything else » CNC Software » 2016-08-27 19:13:02
to look at my mistake , I would like to recommend to you start from top .
for who you plan to do this software ?
jewelry ?
wood ?
metal?
it is totally different software .
and at the moment have mach and LinuxCNC
and other
#36 Re: Everything else » CNC Software » 2016-08-27 19:04:08
my post about encoder in 2010
( somebody connected the encoder to the stepper motor?
as far as appropriate?
is from this sense when uprovlenie MACH 3?
say that the MACH 3 may show only the position of the axis but offset deviation nebudet, true or not?
or I misunderstood something?
podskozhite at Covo have experience with encoders
experimenting with stepper engines and having experienced at least 5 different dvigoteley, prishol to the conclusion that the least noise with the Chinese controller
Japanese hybrid engine company SANЁ ....
but those that were with me okozalos small in moshnosti of 1 A and 5.2
therefore, to pass on special stock markets took a 3 hybrid shagovika the same firm is larger by 2 times and 2.9 and in addition to everything with
established opto encoder
but that's no disk imaging on them there
an Internet search returned no significant results
only to find out that he had to drive 200 slots as many as steps per revolution of the engine and how many volts connecting etc.
no disk imaging
here and decided that once hung on the Japs shogovik encoder means it Harashi and you can dig in the naprovlenii
DC's little doubt at the expense of accuracy of this Divays
If the authorization of 200 strips per revolution it therefore can only look at the full step
What, then microstepping with 1/16 as it will show the axis position at this resolution? )
#37 Re: Everything else » CNC Software » 2016-08-27 18:54:56
I have plan to push nanodlp a little bit further
that is right choose , cnc staff is past day stage
for guessing what I talk about look please my story of I create the first 5-axis jewelry wax mill in the world
http://www.jportal.ru/forum/forum53/top … ?PAGEN_1=1
DL-2008 is me DLprinter.com
#38 Re: Feature Requests » Auto Mask Generation » 2016-08-26 05:50:09
I too would be interested in knowing the sensor you are using?
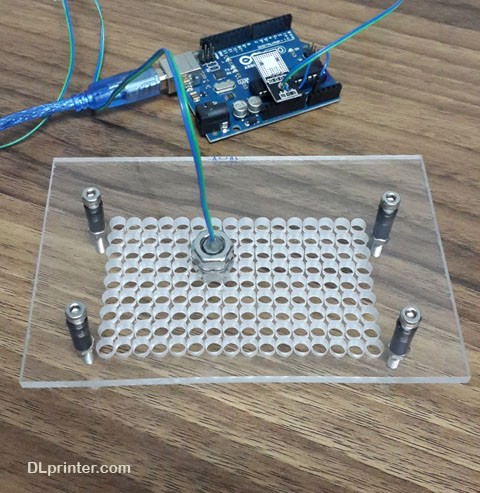
I use UVM-30A sensor
#39 Re: Feature Requests » Auto Mask Generation » 2016-08-25 10:35:07
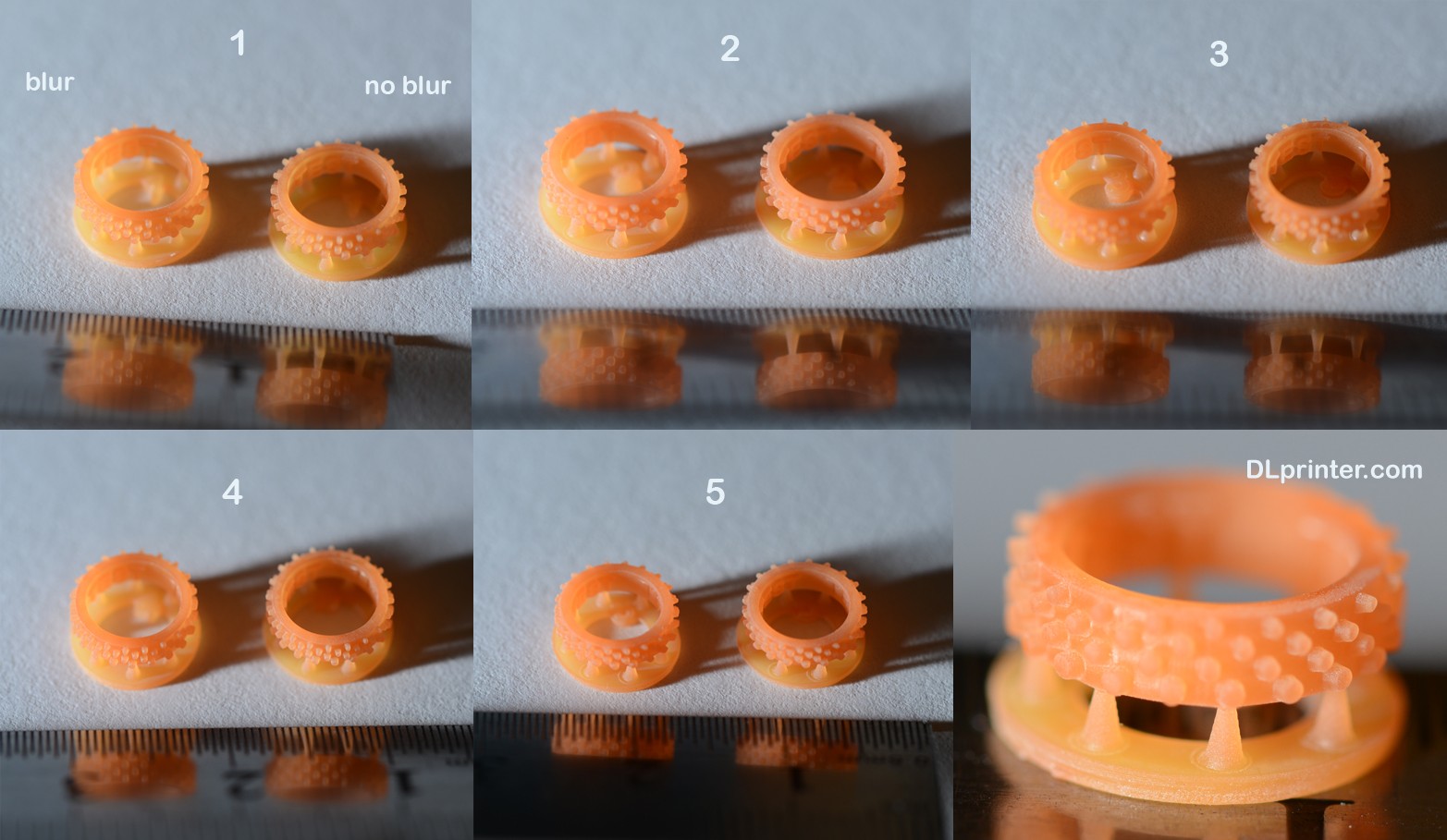
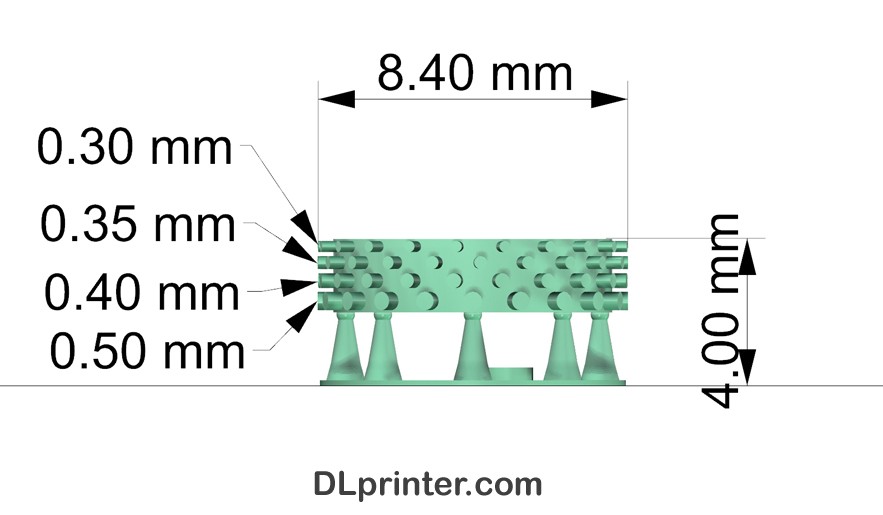
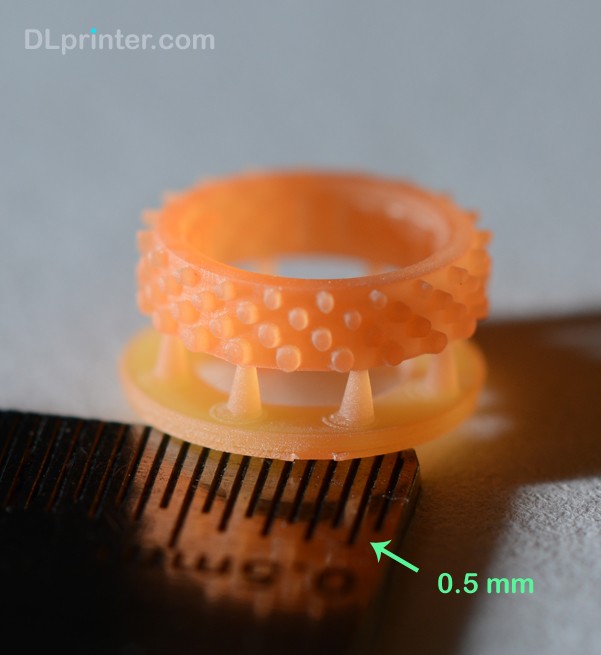
I make this special test model for check overexposure the small prongs in horizontal direction is most sensitive about overexposure ,
but maybe you're right
If I can have chance to have such a model I will check it , but any way it is already great add ons to nanodlp !
thanks to :
lcluff2000 for start it
Shahin for release it
and
DLprinter for company ![]()
#40 Re: Feature Requests » Auto Mask Generation » 2016-08-24 10:12:40
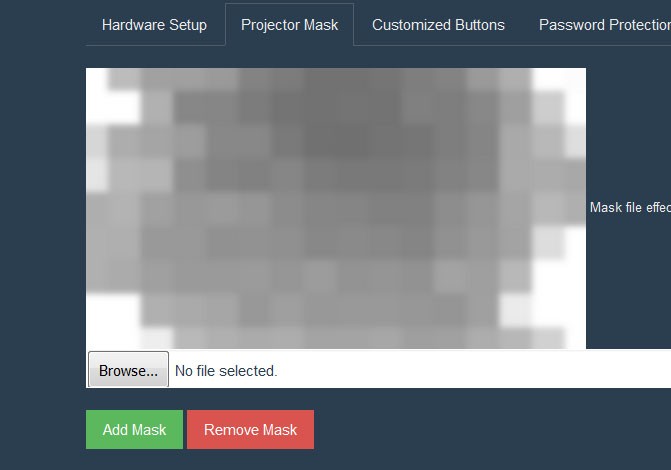
result of experiment , in left side mask with blur in right side original mask no blur .
actually it is looks like same , not much different
#41 Re: Feature Requests » Auto Mask Generation » 2016-08-24 08:29:13
OK will take a look to see if I could make it gui app.
It will be great
thank you !
#42 Re: Feature Requests » Auto Mask Generation » 2016-08-24 08:27:18
I do more brighter around 30% in blur mask .
but original I do not change anything it is same nanodlp generate it
will see how it work .
#43 Re: Feature Requests » Auto Mask Generation » 2016-08-24 08:16:05
I don't check it with UV sensor , I just print sample with blur mask it ok , at the moment I printing with original mask , result will know in few minutes .
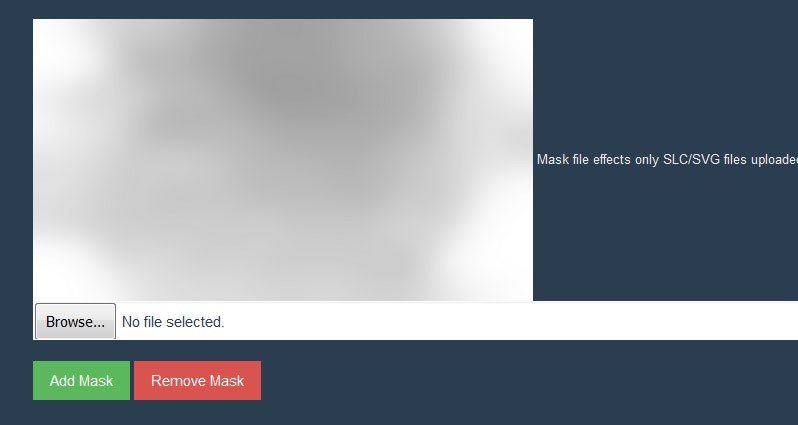
#44 Re: Feature Requests » Auto Mask Generation » 2016-08-24 08:02:57
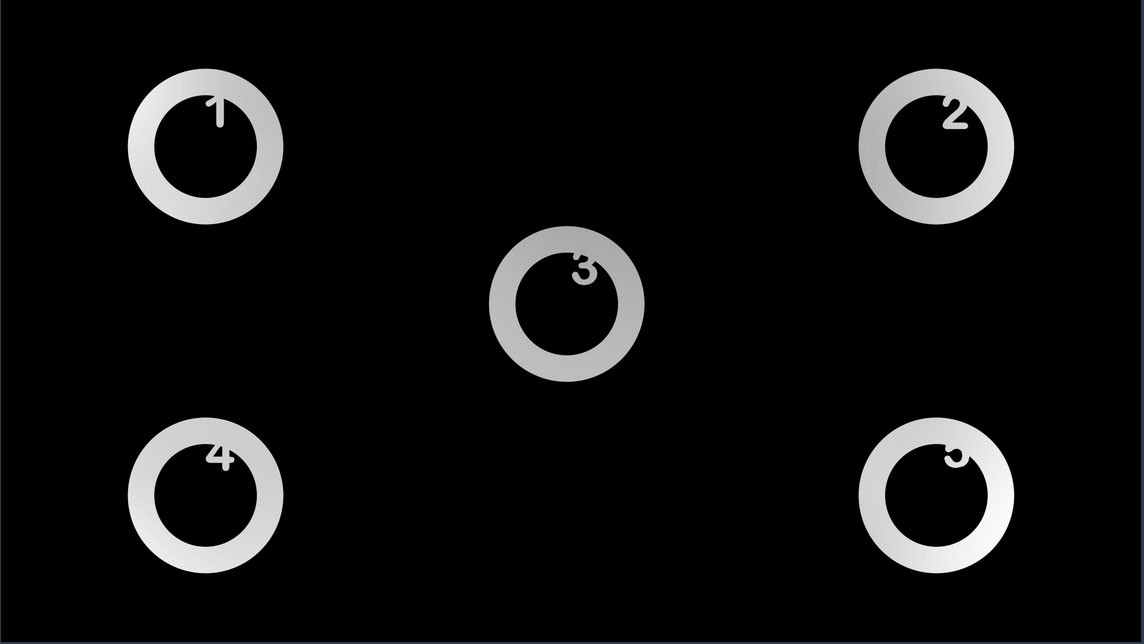
Which mask is better ?
this one is original from nanodlp
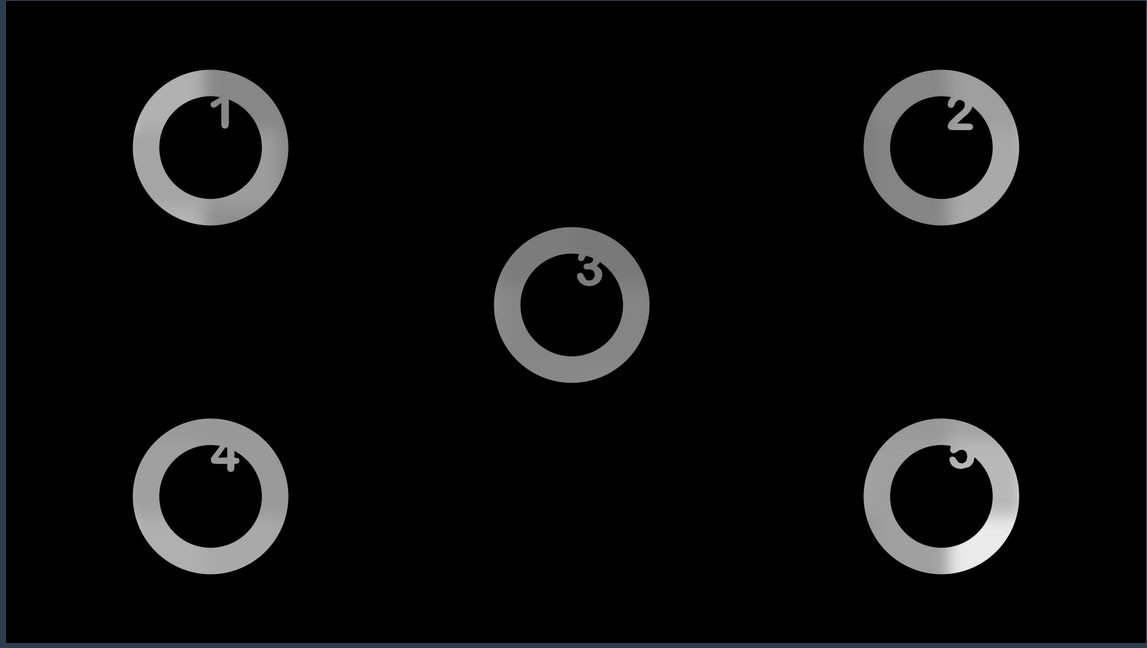
this one is blurry one
#45 Re: Feature Requests » Auto Mask Generation » 2016-08-24 07:08:53
it work very fast , I think it great algorithm . can make exe standalone together with support generator .
at the moment it is bit too complicated for use , should learn some commands to use C.P. in windows .
it make people don't use it .
I think if make buttons interface it will be much more interesting for use
#46 Re: Feature Requests » Encoder Support » 2016-08-24 06:28:56
I don't care your .... time .
just advice from my experience
but seems is not for you ,
you can do whatever you want even use direct drive with 5 horse power
good luck with that
amen !
Shahin
is it better like this ? ![]()
#47 Re: Feature Requests » Auto Mask Generation » 2016-08-24 06:19:29
Shahin
can I ask , is there any possibility to use mask with slc2png converter ?
I mean slc2png for windows .
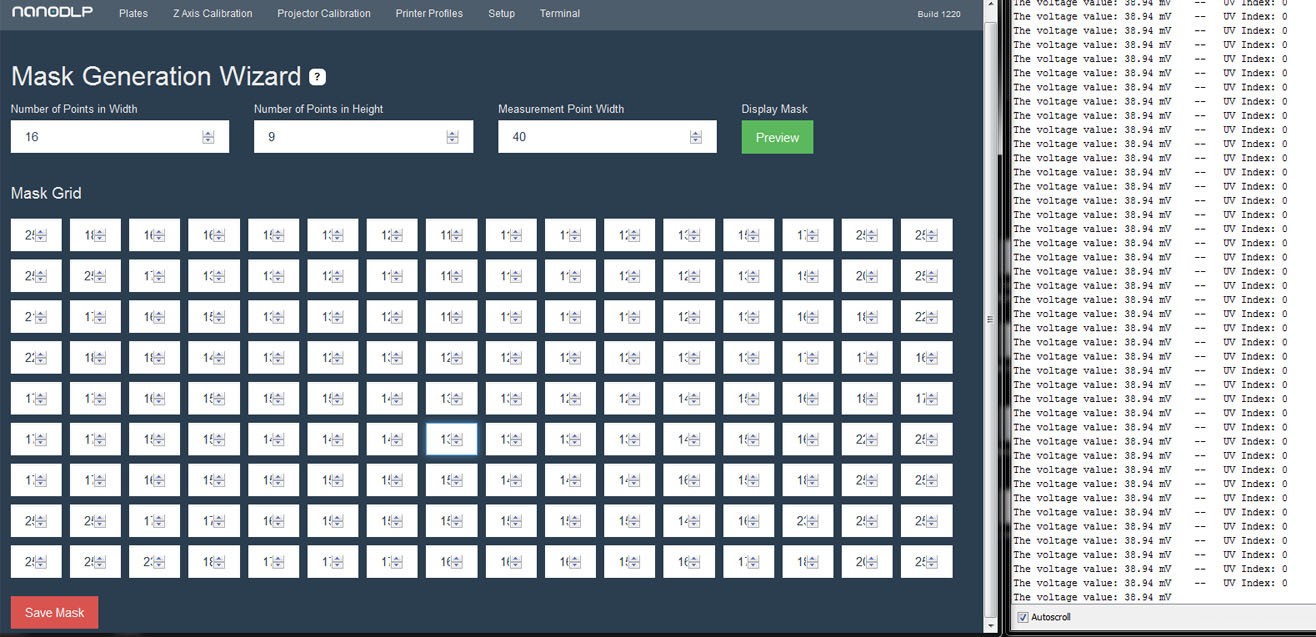
#48 Re: Feature Requests » Auto Mask Generation » 2016-08-24 06:05:50
actually I do not try the original one , I use only blur one .
it workse well , but it increase care time double , frome some point it was 83 mv I down it to 38.9mv
I guess original is too much sharp gradient .
I use 16 x 9 = 144 point it take around 2 and half hours for complete measurement.
but to use it with original save mask I think it has to be much more measuring points
#49 Re: Everything else » CNC Software » 2016-08-23 16:32:08
yes the CAM is the most important I think
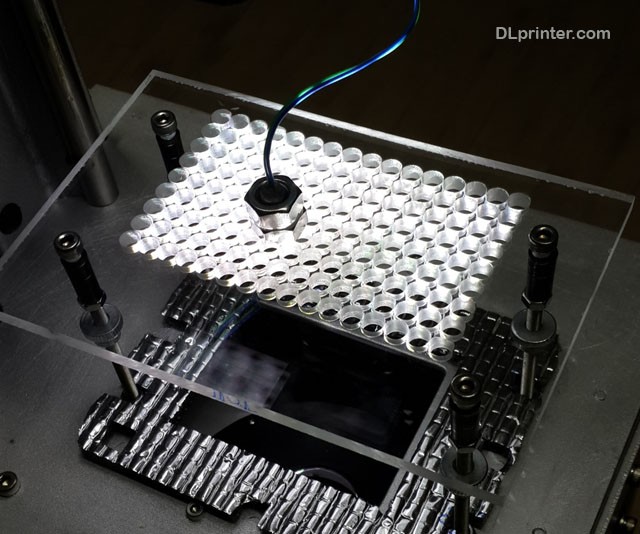
#50 Re: Feature Requests » Auto Mask Generation » 2016-08-23 16:19:04
It working ! ![]()