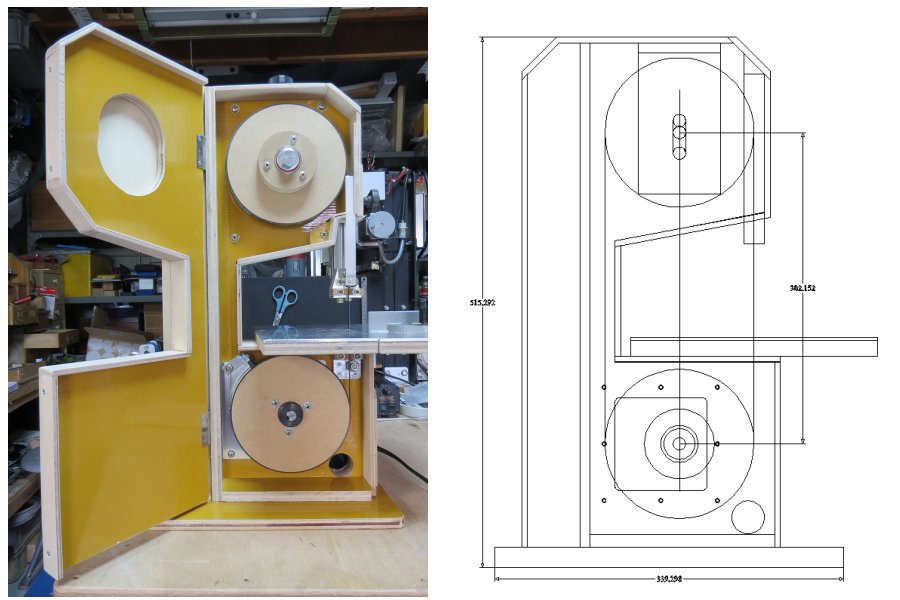
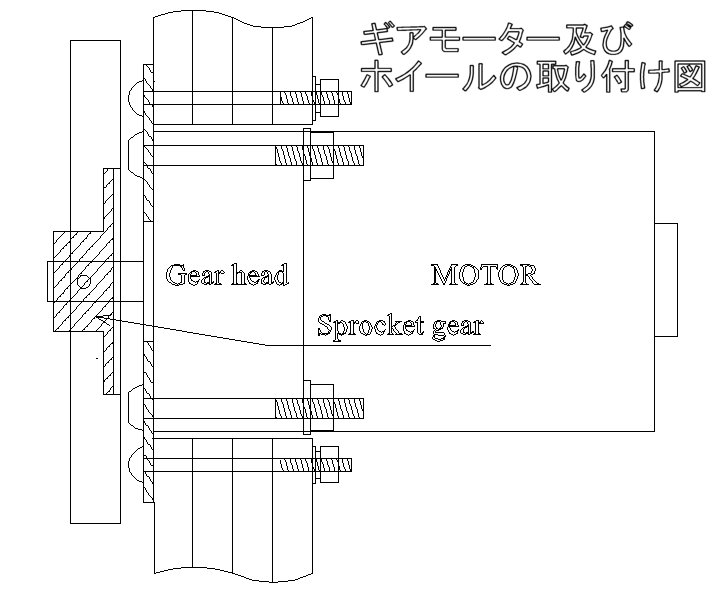
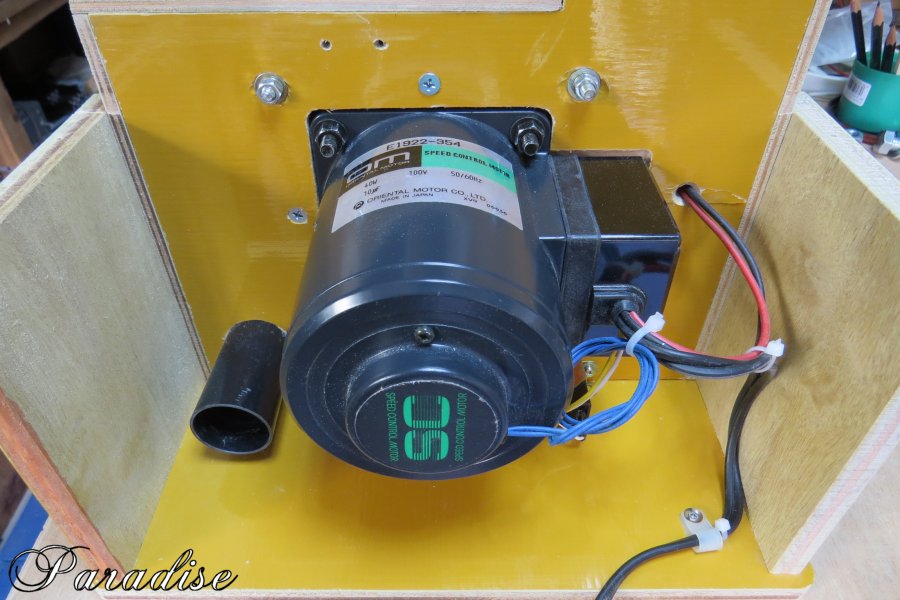
| 通常はモーターの出力をプーリー等で減速して使いますが、私が使ったモーターはギアモーターなのでギアヘッドの出力軸に合った スプロケットギアを選び、これをハブとして使い、駆動ホイールを取り付るシンプルな構造としました。 ミニバンドソーにはプロクソン・リョウビ・ホーザンの各ブランド名で販売されていますが、これらは同じ仕様のOEM製品の様です。 これらに使うブレード(替え刃)は市販されていてネット通販で簡単に入手が可能で、このブレードを利用することを前提に設計しました。 |
| 用途部材名 | 品名又は仕様 | 数量 | 費用 |
| AC100V40Wモーター(新古品) | オリエンタルモーター 5IK40-RGN相当品 | 1個 | 送料込み2000円 |
| ギアヘッド(新古品) | オリエンタルモーター 5GN5K | 1個 | 送料込み3000円 |
| フレームの材料 | ウレタン塗装コンパネ(厚さ12㎜) | 定尺1枚 | 約1,800円 |
| フレーム枠の材料 | シナベニア(厚さ5.5㎜) | 450X900(㎜)1枚 | 手持ち品 |
| ホイールの材料 | MDF(厚さ15㎜) | 150X150㎜ 3枚 | 手持ち品 |
| ホイールのタイヤ(平ベルト流用) | フレックスターベルト 15-FL-450 | 2本 | 1本469円 |
| スプロケットギア(ホイールハブに流用) | 椿本チエイン RS25-1B32T-12 | 1個 | 699円 |
| ホイール用ベアリング | 6201-RS | 2個 | 1個149円 |
| アッパーホイールシャフト用ボルト | M12、L120㎜ | 1個 | 108円 |
| アッパーホイール用台付きナット | M12、台寸法50X50㎜ | 1個 | 108円 |
| ガイド用ベアリング | 696ZZ | 2個 | 1個109円 |
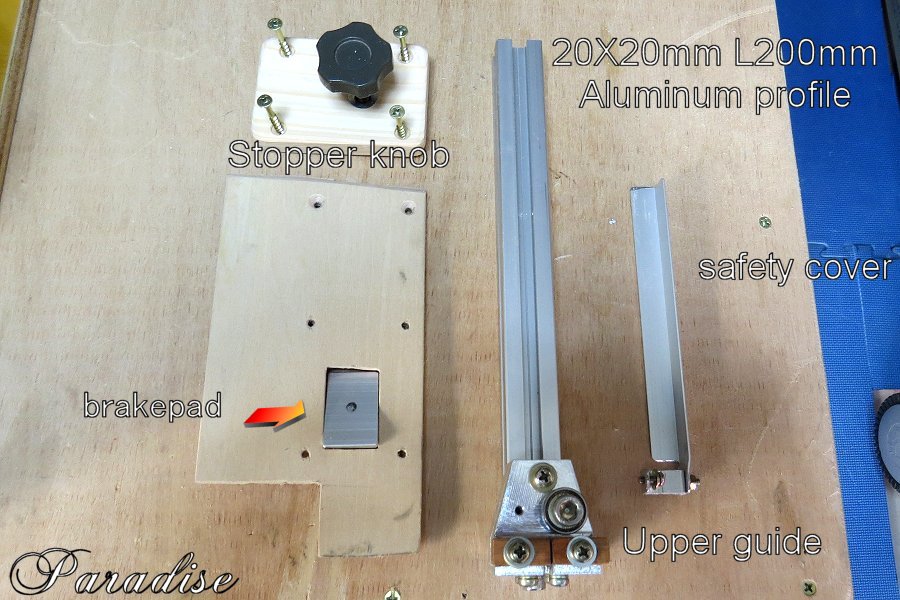
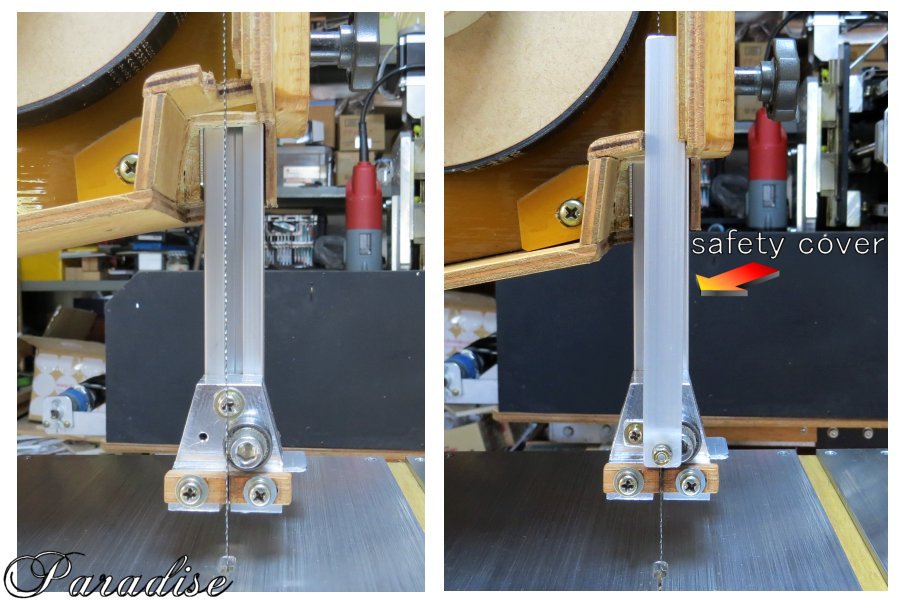
| アッパーガイドスライドバー | アルミプロファイル 20X20 L200(㎜) | 1本 | 199円 |
| プロクソンブレード(替え刃) | 木工用及び金属用(幅5㎜、周長1060㎜) | 各1本 | 1本約2000円 |
| アルミ板 | t3㎜&t5㎜&t10㎜ | 若干数 | 手持ち品 |
| その他小物類 | ネジ等 | 若干数 | 手持ち品 |
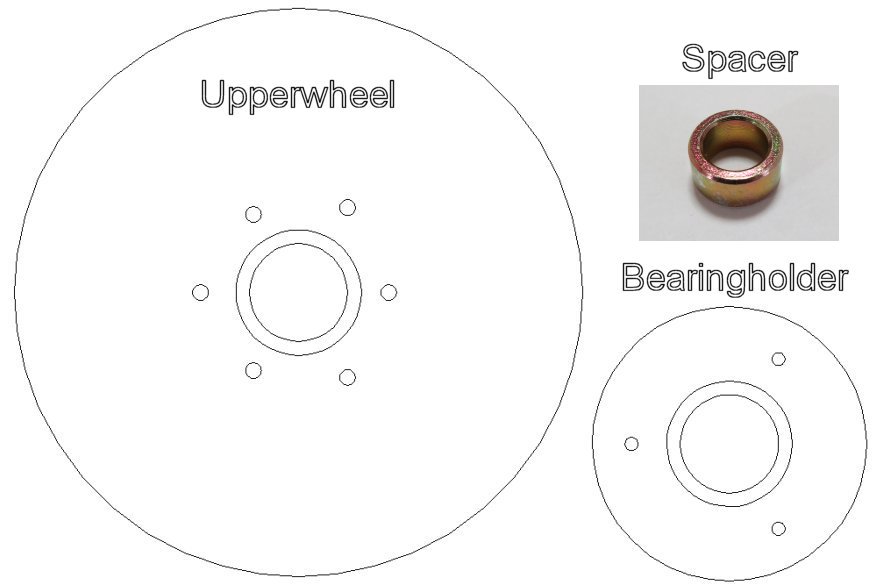
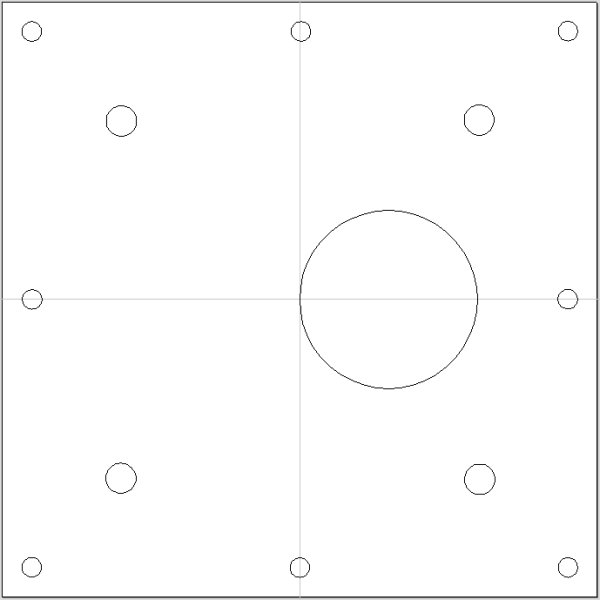
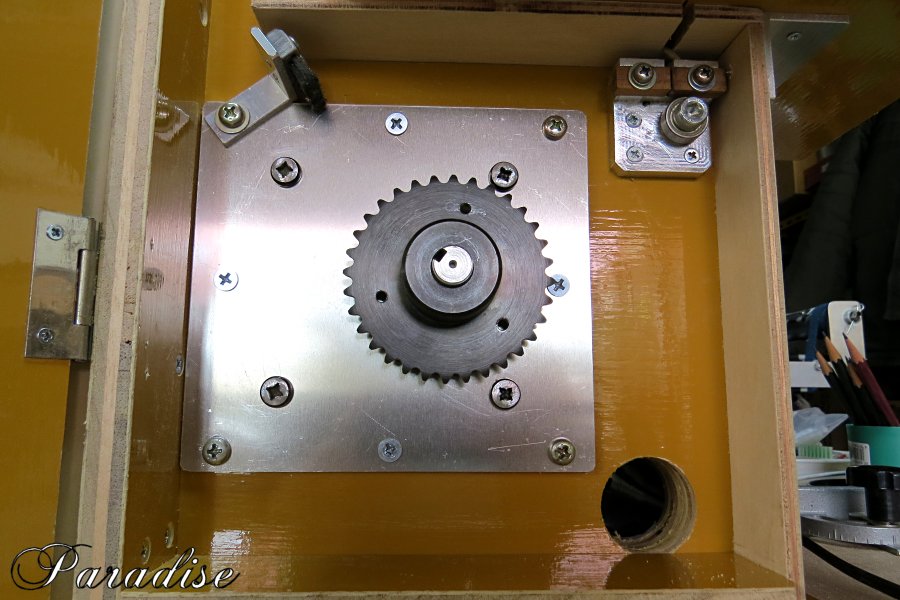
| ギアヘッド出力軸とホイールの接続に加工精度が良い、椿本チエイン製軸穴加工済みスプロケットギアを使いました。 このスプロケットギアがホイールに正確に収まるようにCNCを使ってポケット加工を行います。 加工寸法:内径30㎜、外径145㎜、スプロケットギアが入るポケット加工は内径68㎜、深さ5㎜でネジ穴は4㎜です。 |
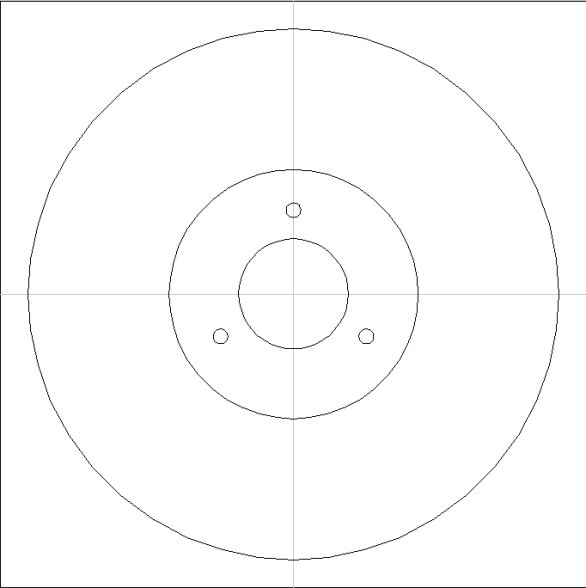
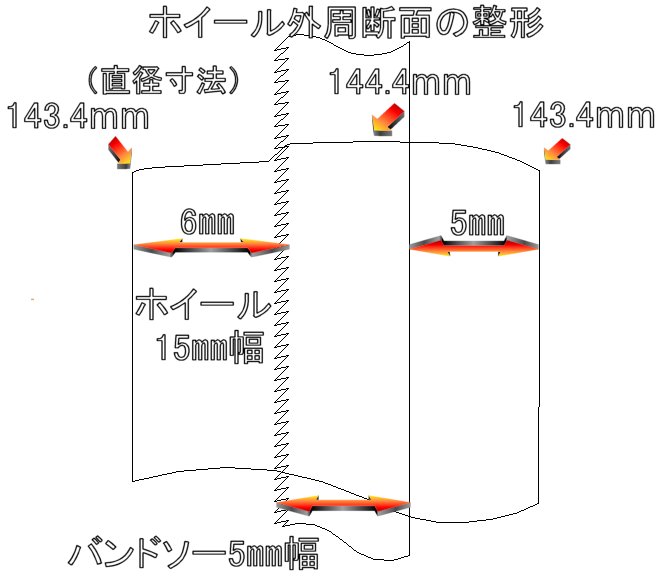
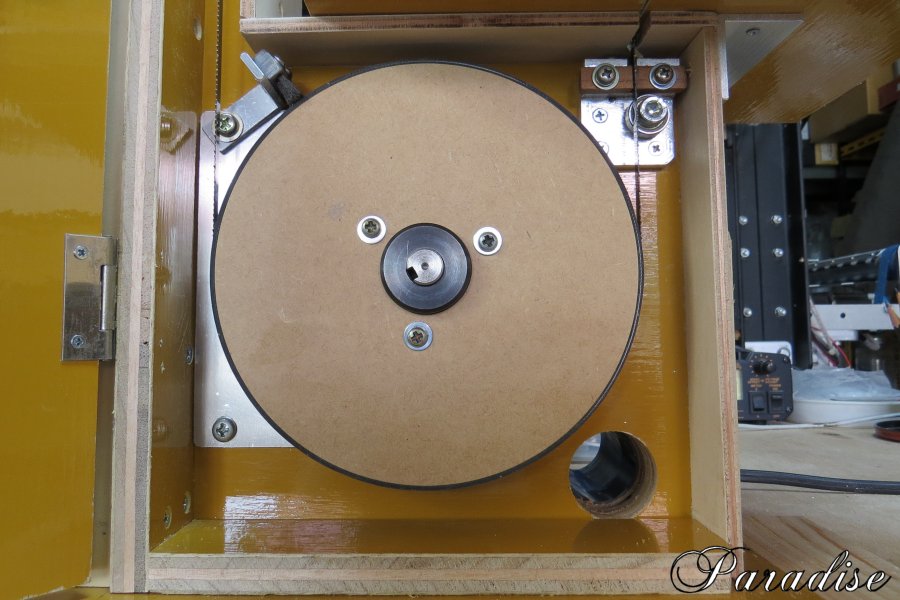
| 通常、自作バンドソーのホイールタイヤに自動車タイヤのチューブを輪切りにして使う方が多いようです。 ここでは、三ツ星ベルト製フレックスターベルトの幅15㎜、周長450㎜を使用しました。 このため、ホイール径が自ずと決まりますが少し大きめの直径145㎜に加工し、後でブレードが中央に収まる ようにタイヤ装着面の外径を切削加工します。 |
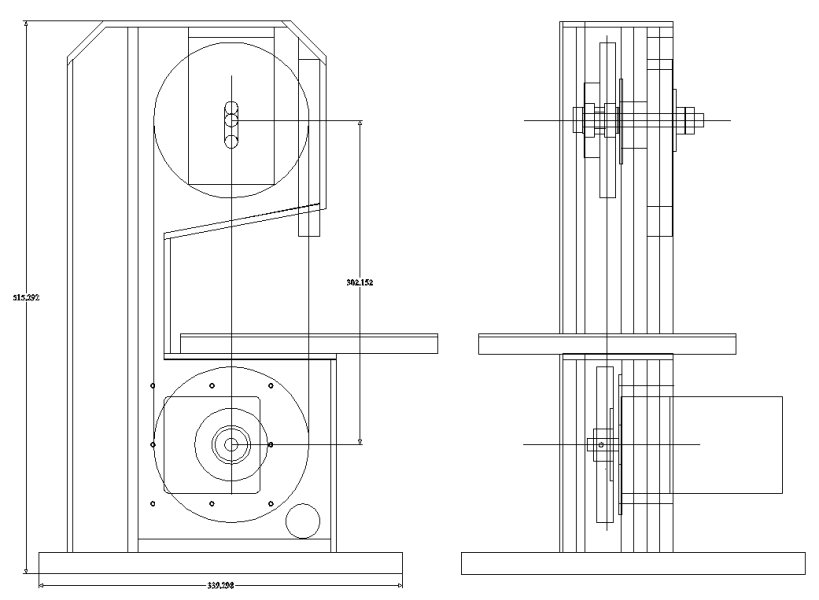
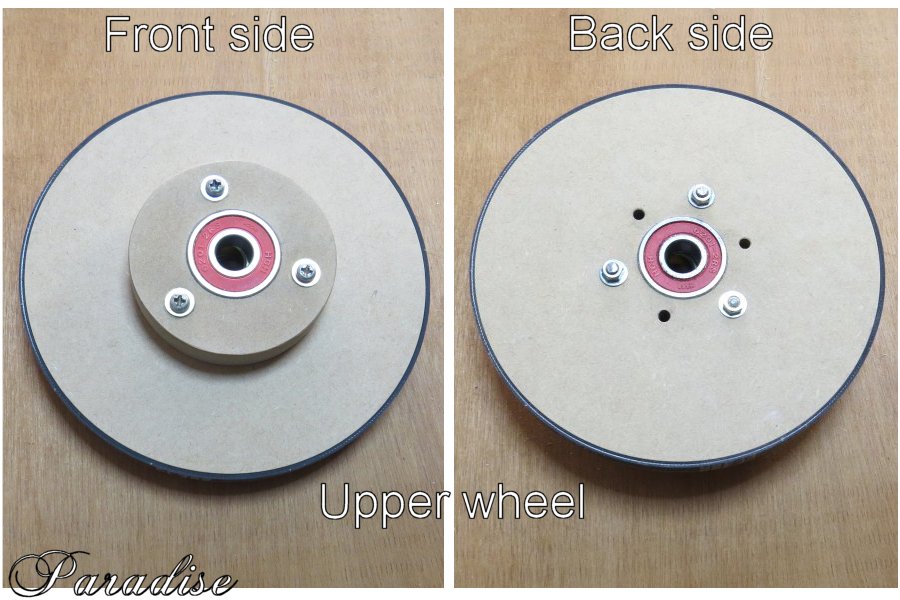
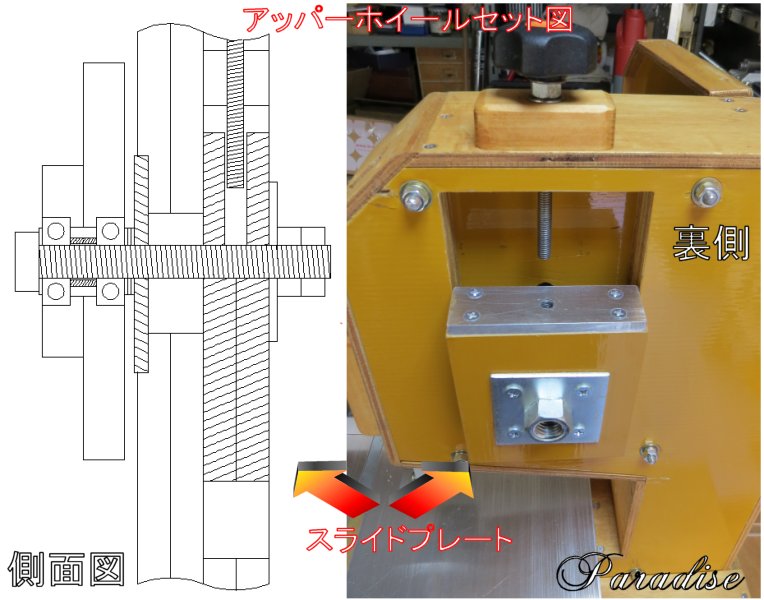
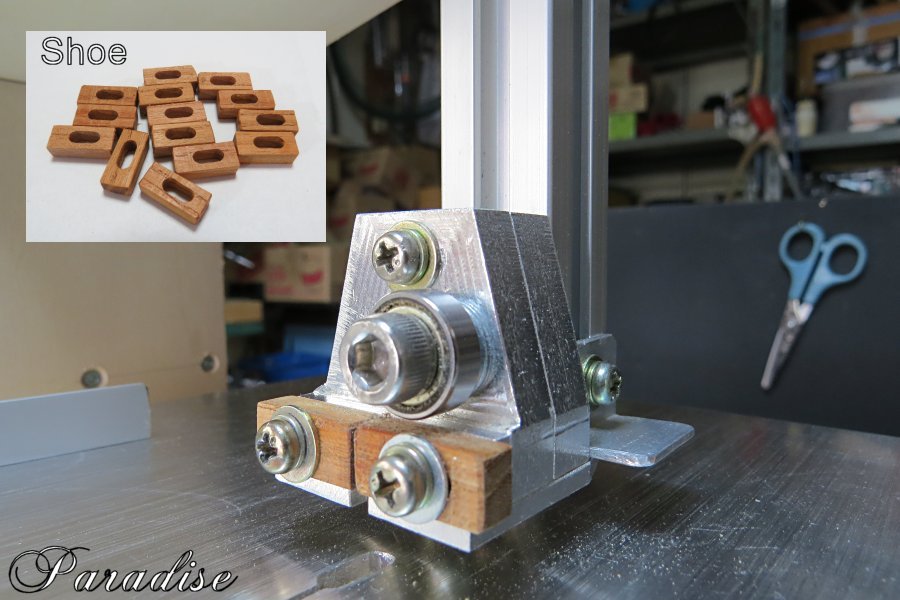
| 上部ホイールにはベアリングが入るポケット加工を行います。ここでは、10㎜間隔でベアリングを2個使いました。 加工寸法:内径25㎜、外径145㎜、ベアリングが入るポケット加工は内径32㎜、深さ10㎜でネジ穴は4㎜です。 ベアリングホルダーの外径は70㎜で、ポケット加工は上記と同じです。前後のベアリングの間には内径12㎜、長さ10㎜の 鉄製スペーサーを入れて締め付けによる、ベアリングの軸方向に負荷が掛からないようにしてます。 |
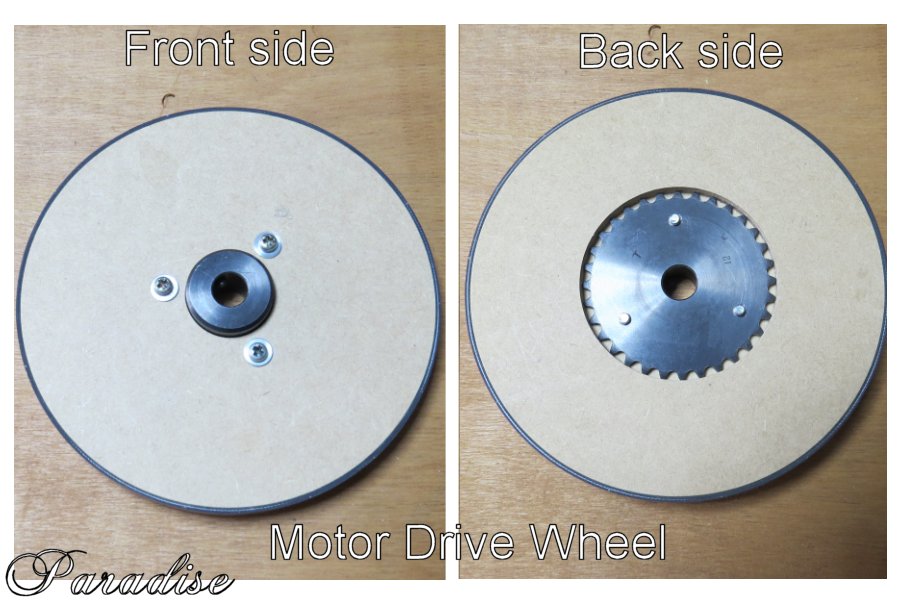
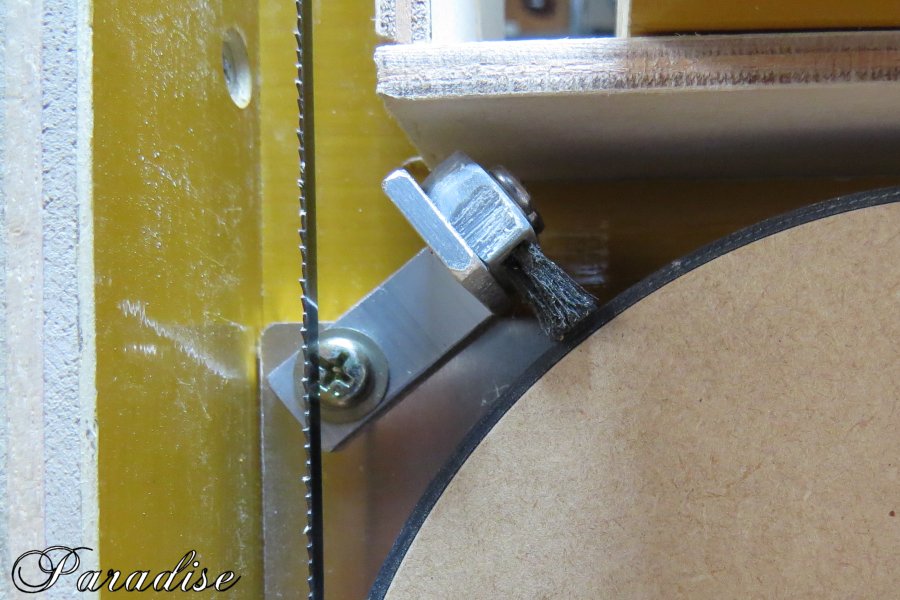
| この作業はギアモーターを取り付けた後にホイールをセットし、モーターを回転させて木工旋盤の要領でノミ等を使って 削りますが、怪我をしないように行います。また、一度に削らずに時々ノギスで測定しながら削り過ぎないように注意します。 装着面が平坦だとブレードのアサリにより、必ず手前の端で止まります。 試しに中央部を凹ませて実験したところ外径が大きい手前端で止まることが判りました。そこで、装着面の中央部にブレードが 収まるように図のような形状にしました。 今回タイヤに使った平ベルトは伸び難いのが売りの商品なので、伸び難くて被せるのに苦労しますが、下図右側の傾斜が付いた 方から、偏らないように少しずつゆっくりと押し込むように被せれば上手く出来ます。 余談ですが、ブレード位置の調整に上部ホイールを傾斜させてブレード位置の調整する方もいますが、やはり上下のホイールが 平行に整列するのが原則だと思います。 |
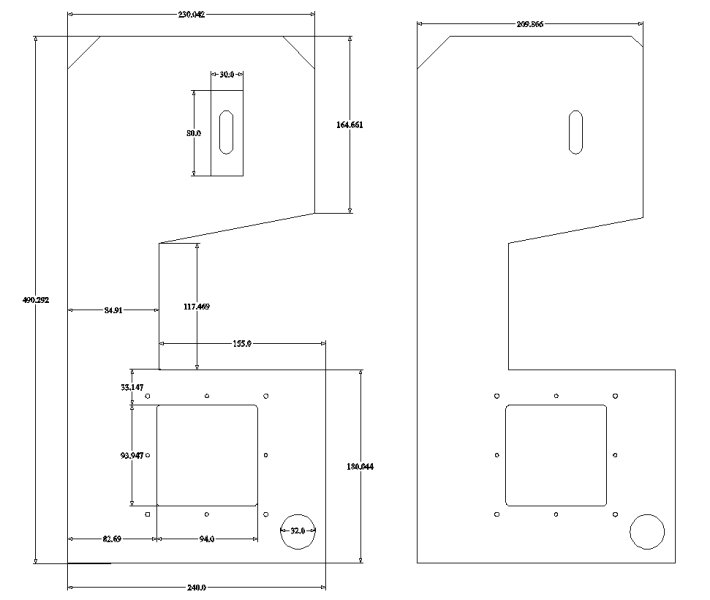
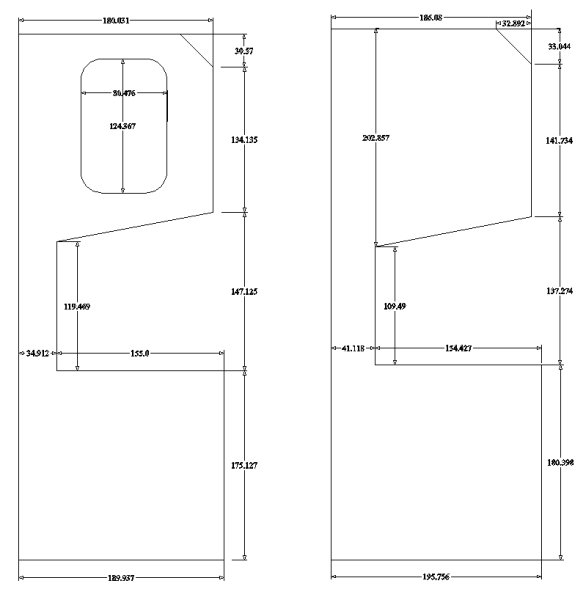
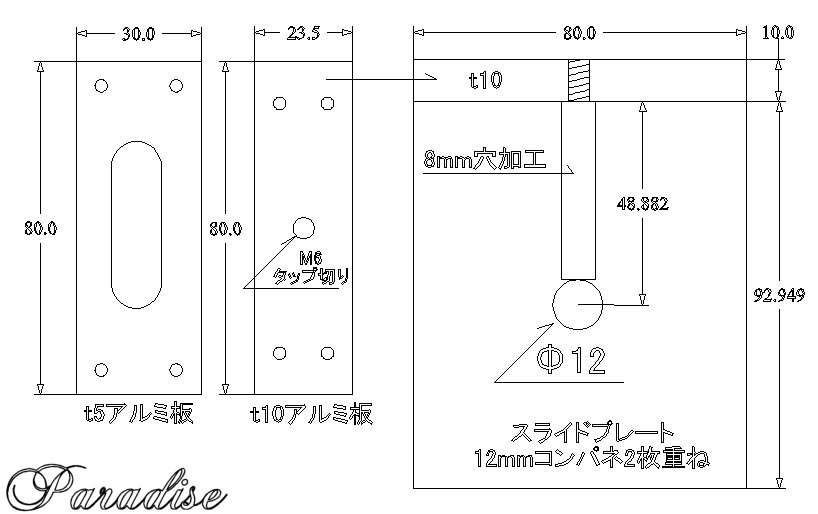
| 上部ホイールが取り付くフレームは木なので、ここに幅30㎜高さ80㎜深さ3㎜のポケット加工を行い、厚さ5㎜のアルミ補強板を 嵌め込みます。これは、半締めの状態でブレードの張りを調整するのでフレームを傷めないための処置です。 |

| スプロケットギアにホイール固定用のネジ穴をタップ加工しますが、ホイールに開けた取り付け穴をガイドに 下穴を正確に開けます。(スプロケットギアは単にハブとして利用してます) |



|
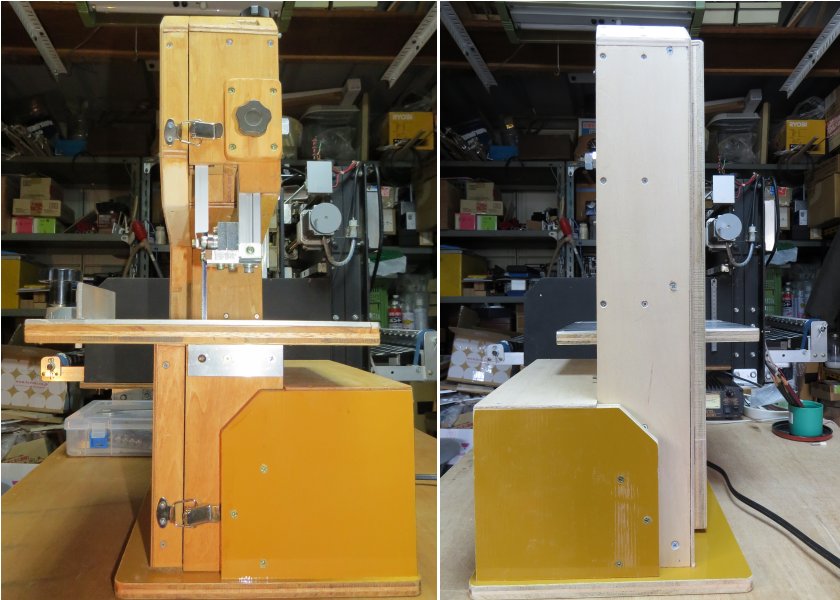
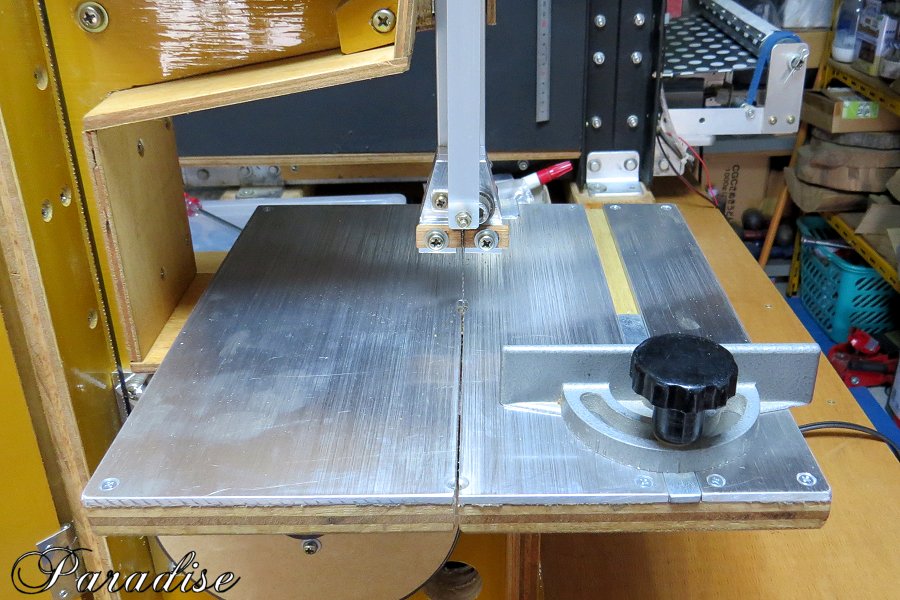
出来上がったバンドソーは木板やアルミ板・アクリル板などの直線切りや曲線切りが安全かつ快適に行えました。 今回は、完成後の塗装を出来るだけ省くために、安価なウレタン塗装型枠合板のコンパネを使いましたが、強度が高い (積層枚数が多い)構造用合板を使われることをお勧めします。また、木材で作る場合(特に合板)は表示値と実際の 厚みに誤差があるので現物に合わせた加工が必要です。 |