|
8月末に友人からアクリル板の端材セールのお知らせを頂き、私も一箱購入しました。 中身は厚さ3㎜と5㎜、長さ約30㎝、幅約11㎝の透明板が主で、後は白と黒が少し入ってました。 このアクリル板で何を作ろうかと思案しましたが、ミニサイズのマーブルマシンを作ることにしました。 切削はデーターはCADを使わずにCAMソフトCut2D Desktop 8.5でを使って設計から全てを行ないました。 |
|
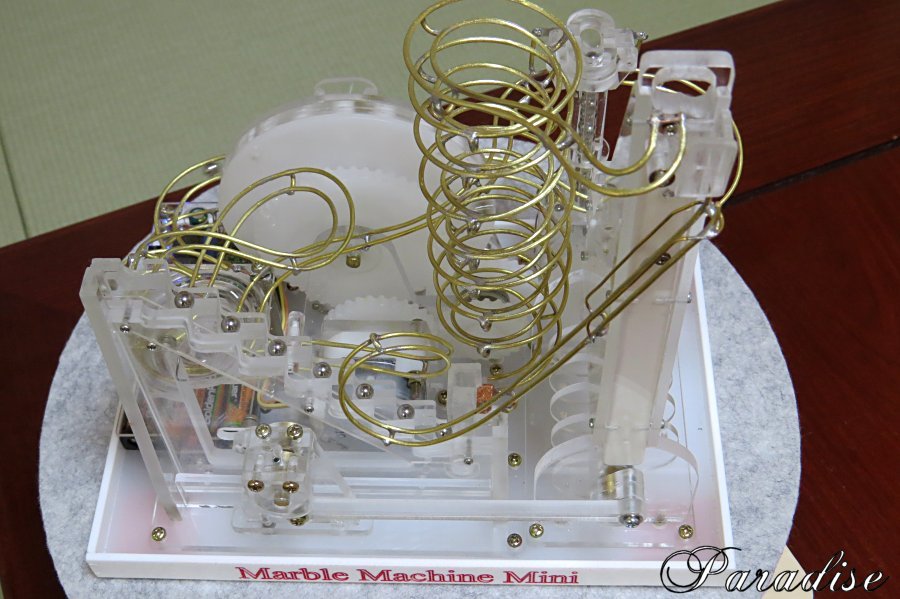
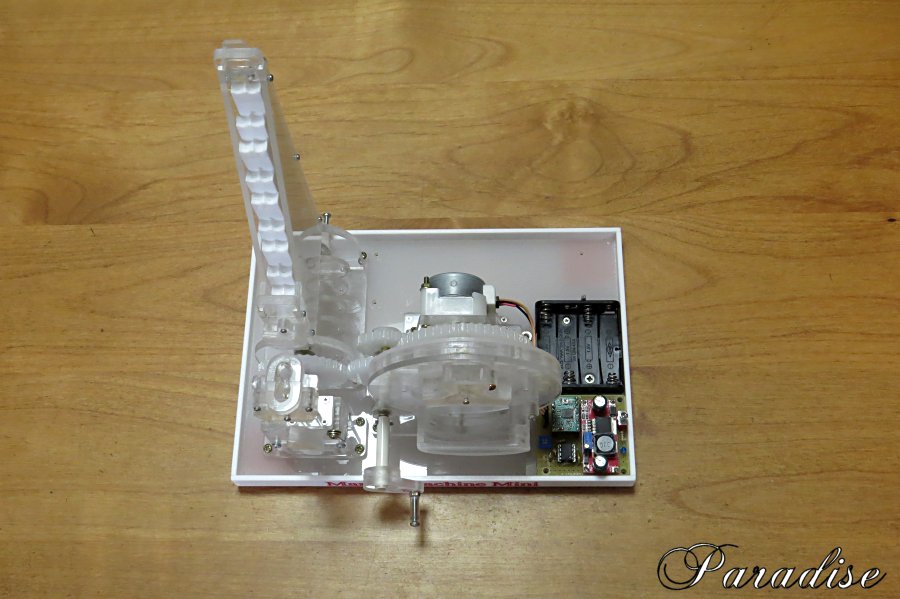
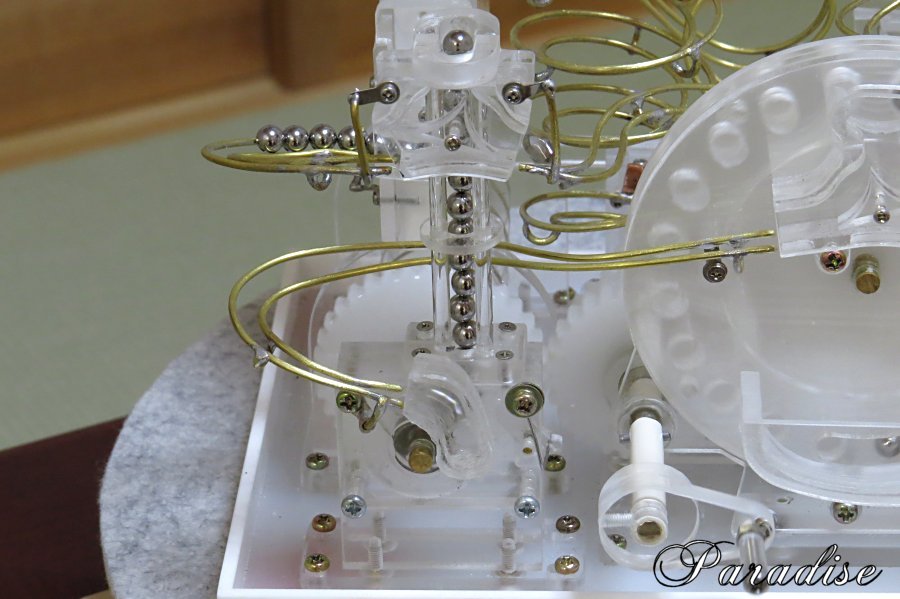
この作品は4つのマシン(ホイール・ロータリーポンプ・リフトアップ・ジグザグ階段)を一つのトレイに組み込み 一つのハンドル操作で歯車やリンクを介して全てのマシンが連動します。今回はミニサイズなのでビー玉ではなく 6mm径のベアリング球を使いました。また、手回しの他にデモ用にステッピングモータで駆動するようにしました。 ベアリング球が走る走路には、1.6mm径の真鍮線#16をハンダ付けして作りました。 |
|
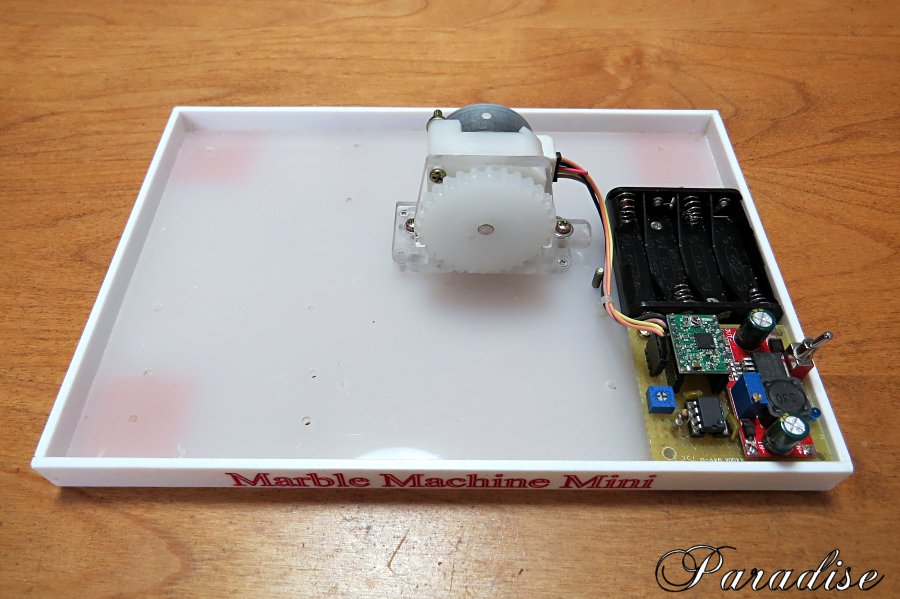
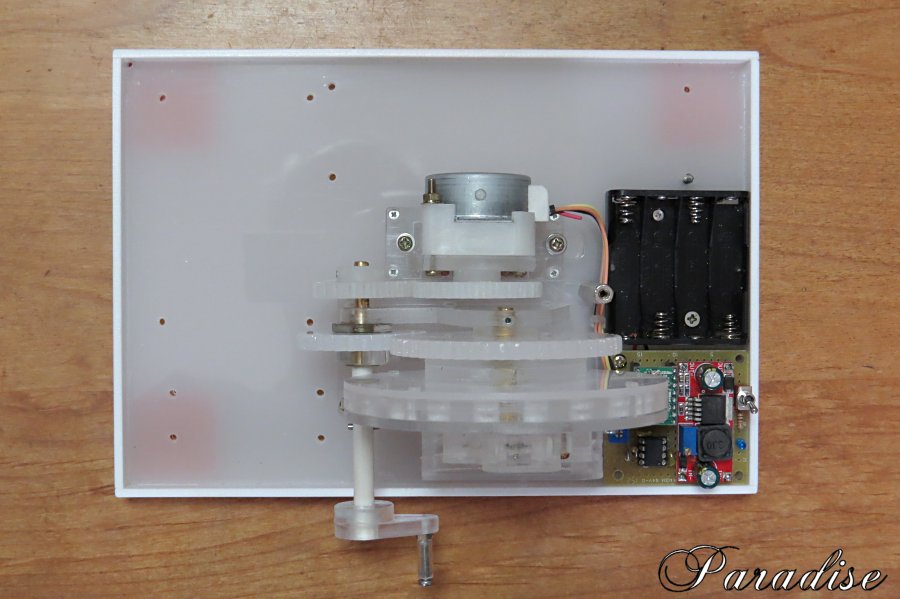
ステッピングモーターはオリジナルマインドで購入した日本サーボ製の新古品です。(1個180円) このモーターの諸元は不明ですが、減速機構(多分?遊星歯車)が内蔵された低速回転型のようです。 (トレイのサイズは幅225㎜、奥行き155㎜、ネームはVビットで彫刻と赤の墨入れ加工しました。) |
|
安価なステッピングモータードライバーA4988にC-MOSタイプのNE555タイマーICで作ったクロックを加えて動かしました。 A4988ドライバーは3V~5Vで動作しますが、1.2V単4型充電池4本を使い、ステッピングモータには昇圧型DC-DCコンバーター (上画像右下の赤い基板)にて12Vに変換して印加しました。この回路の稼働電流は約100mA弱です。 A4988ドライバーはマイクロステップをフルステップから1/16まで選べますが、ここでは1/16ステップを使いました。 |
|
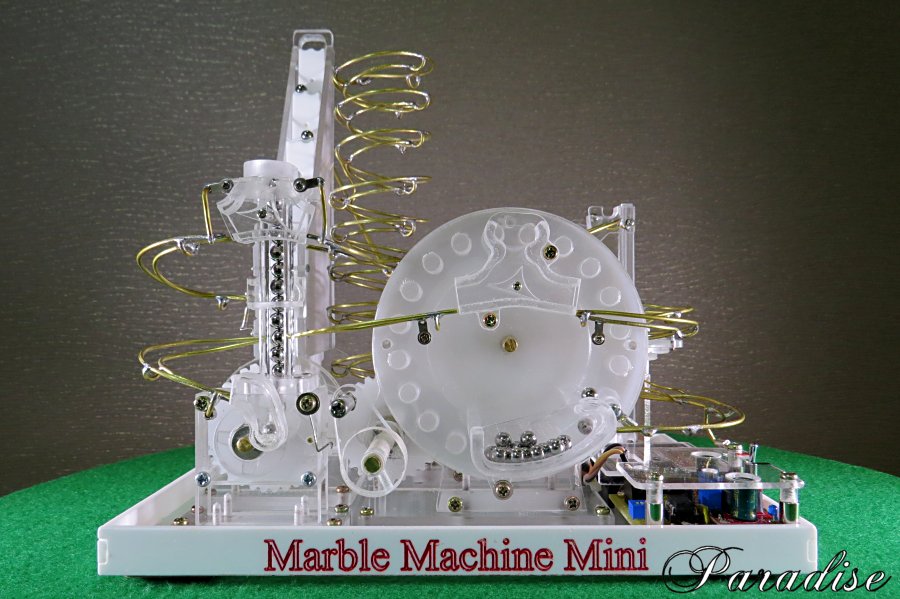
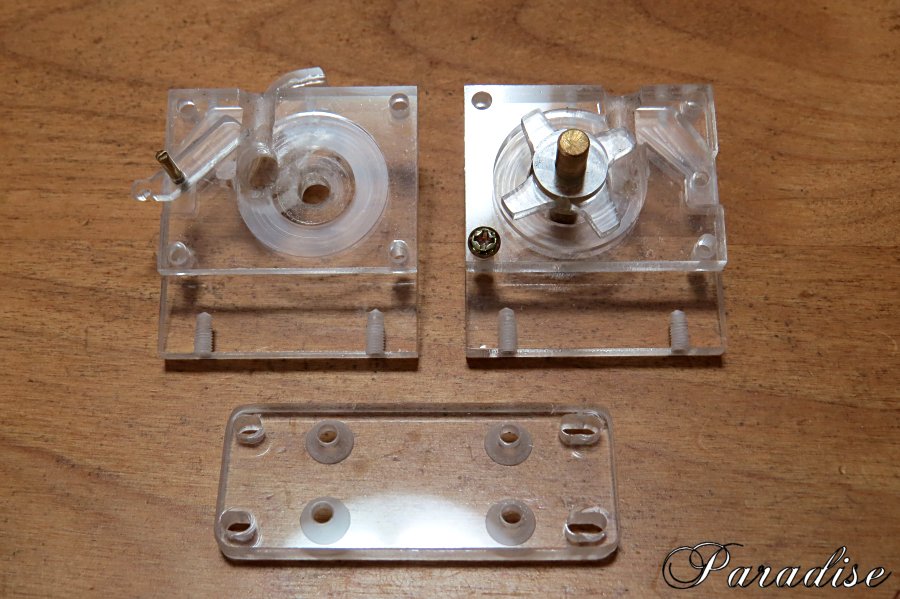
ホイールマシンは円盤の外周に開けられた穴(合計20個の穴は斜め外向きに開けてある)に入り、ホイールの回転により 上部出口に来ると自重で落下します。ホイールの穴に6㎜の球が収まるようにt3アクリル板を2枚接着して加工しました。 出口には行き先を振り分けるフリップフロップを設け、ロータリーマシンと受け皿へ交互に送り、球の流れを調節しています。 |

|
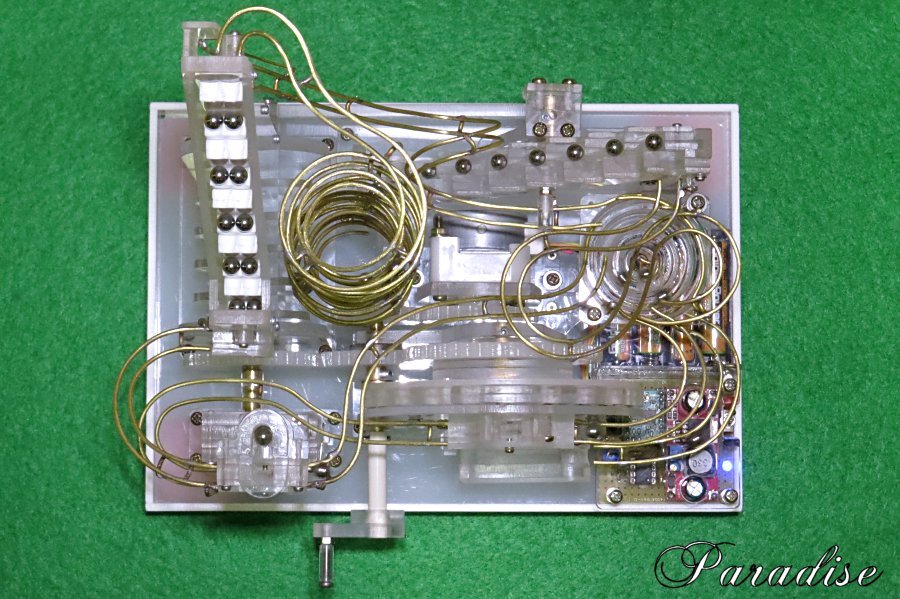
ホイールマシンのホイールには50枚歯車が取り付けられていてハンドルシャフトの30枚歯車と噛み合っています。 ハンドルを1回転させるとホイールマシンが3/5回転します。 更にこの歯車はリフトアップマシンの35枚歯車とも噛み合っていて リフトアップマシンが6/7回転します。また、ハンドルシャフトのモーター用の25枚歯車とモーターの30枚歯車によってモーターが 1回転するとハンドルが6/5回転します。また、ハンドルは差し込み式になっていてモータードライブ時には外せます。 |
|
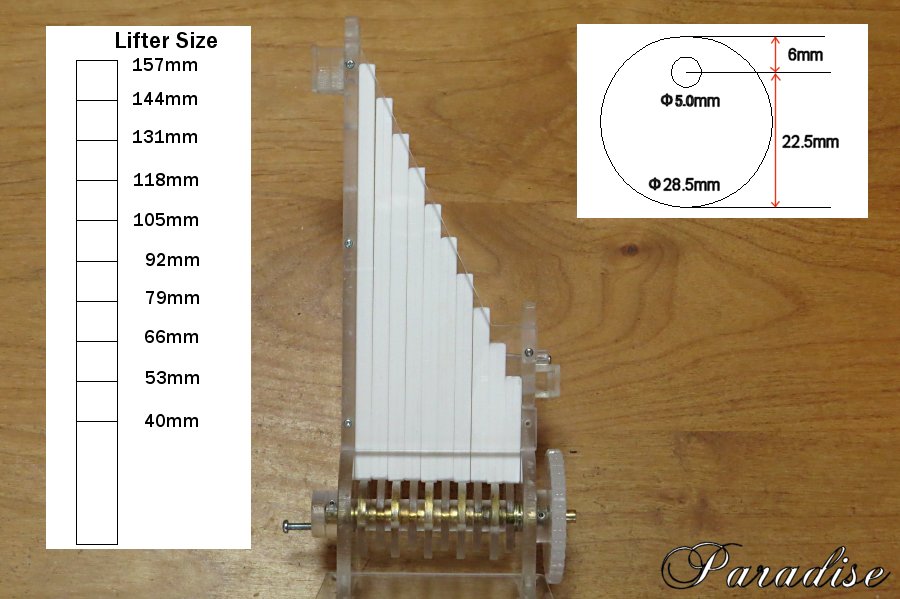
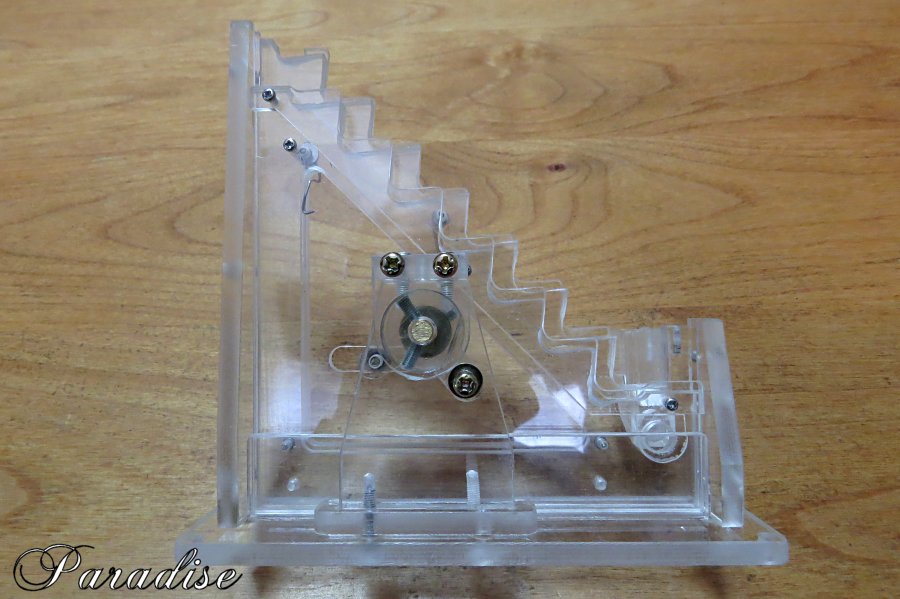
10組のカムとリフターを組み合わせたマシンです。隣り合うカムは180度に配置、最初のリフターが一番短く、カムが上死点に 来ると次のリフターへベアリング球を受け渡す構造です。 カムシャフトの前部には35枚歯車を、後部にはジグザグ階段マシンへ動力を伝えるクランク取り付けます。 参考:カムとリフターのサイズを記しました。リフターはt3アクリル板を2枚接着して作りました。 |
|
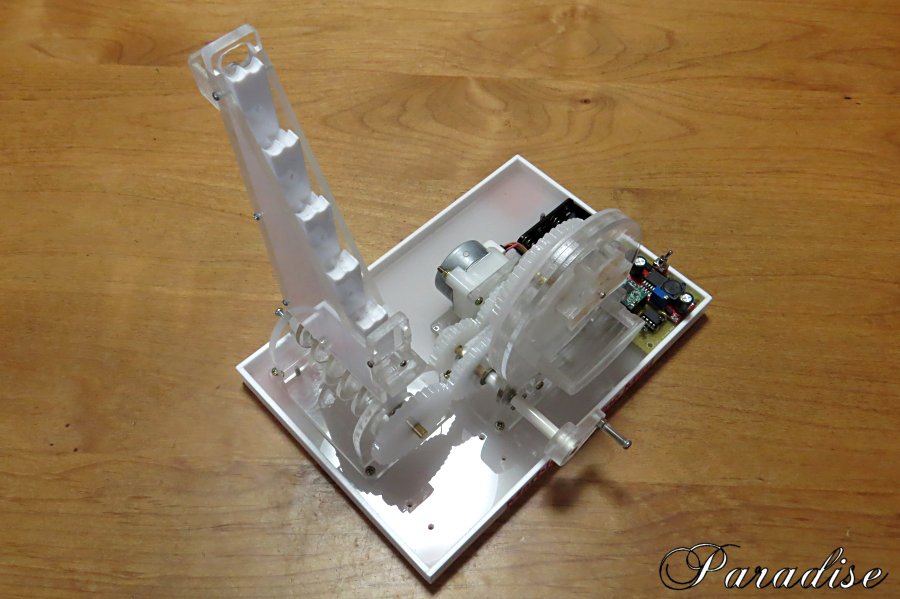
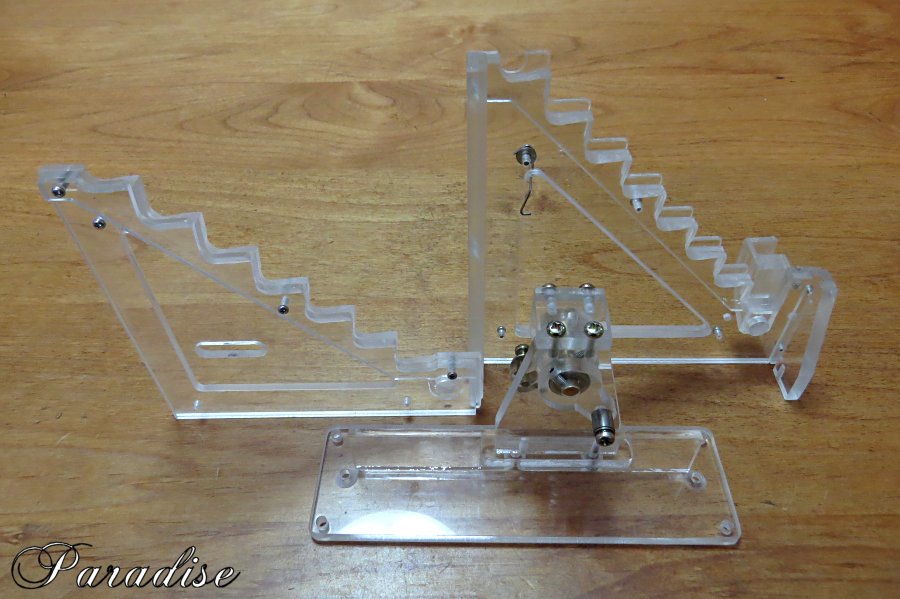
今回は、ベアリング球を一度に2個づつ持ち上げるように工夫しました。また、出口は別々になっていて垂直1回転ループから 回転受け皿と、次のジグザグ階段マシンへの8重ループへと接続しています。 |
|
ロータリーポンプから出たベアリング球がアクリル丸棒で作った垂直通路を登り、次のフリップフロップでジグザグ 階段マシンと回転受け皿に分配されます。 |

|
最初は走路もアクリル板を加工して作る予定でしたが、ベアリング球が6㎜と小さいので真鍮線#16(Φ1.6㎜)をハンダ付け 加工しました。線路の間隔を保つ為、アルミ板の端材で等間隔に2個の穴を開けたスペーサーを10個ほど作り、左右の線路幅を 一定にしてハンダ付けしました。 簡単な冶具ですが素早く正確にハンダ付けが出来ます。 補足:同じ勾配の場合、平面を転がる時は球の円周部で接地しますが、線路の場合は線路幅により球の接地点が変わります。 線路幅が狭いと接地点が円周に近いのでスピードが速く、線路幅が広いと接地点が円周の中心に近くなるのでスピードが 遅くなります。また、カーブではバンクを付けないと遠心力で落下するので、これらを考慮して走路を作ると良いでしょう。 |