生成激光雕刻G-code文件
G代码(G-code)是最为广泛使用的数控编程语言,G代码数控程序中的指令,一般都称为G指令,主要用于控制自动机床等自动化设备。Rotrics机械臂也是通过执行G-code指令来运动的 。
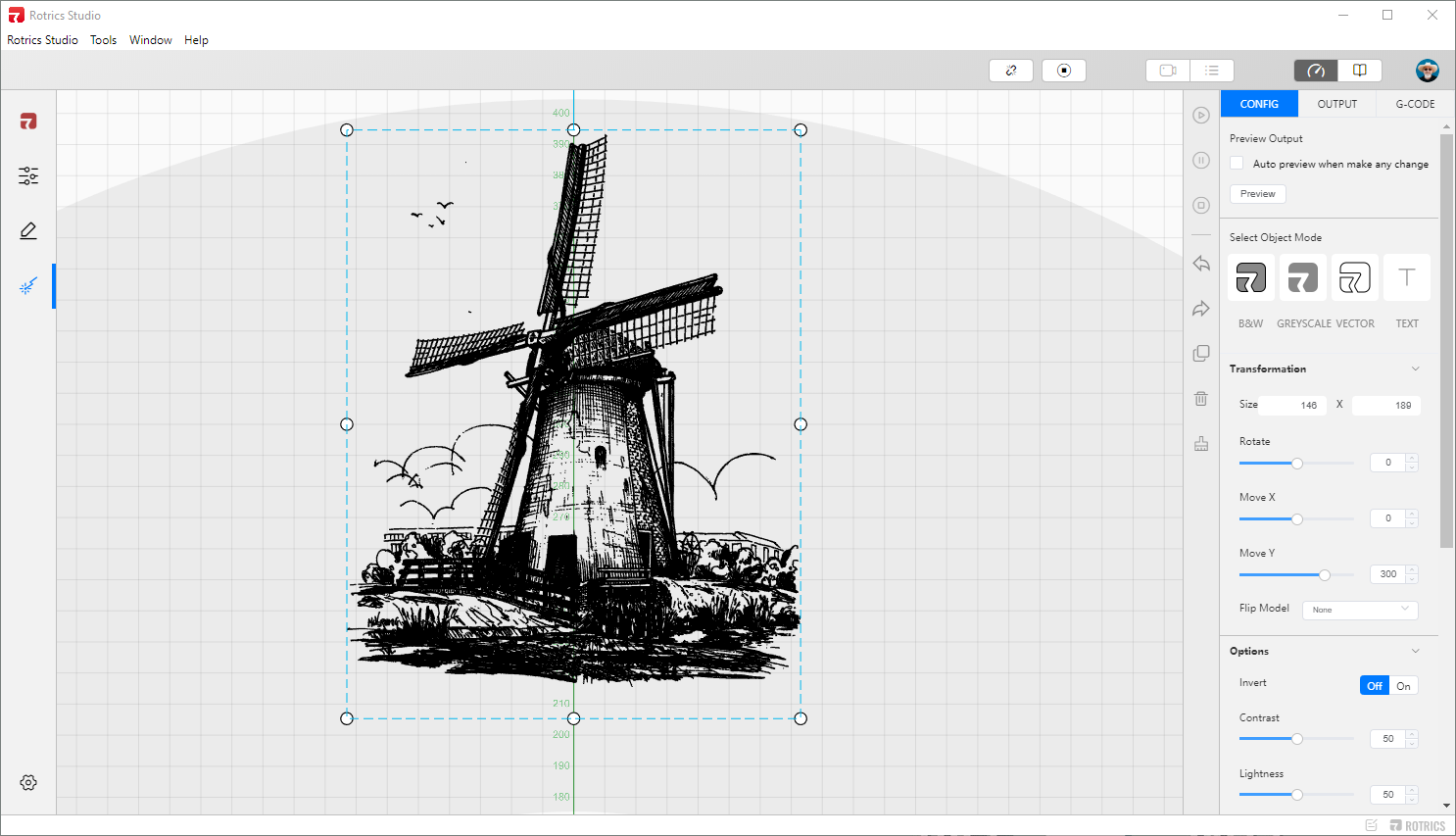
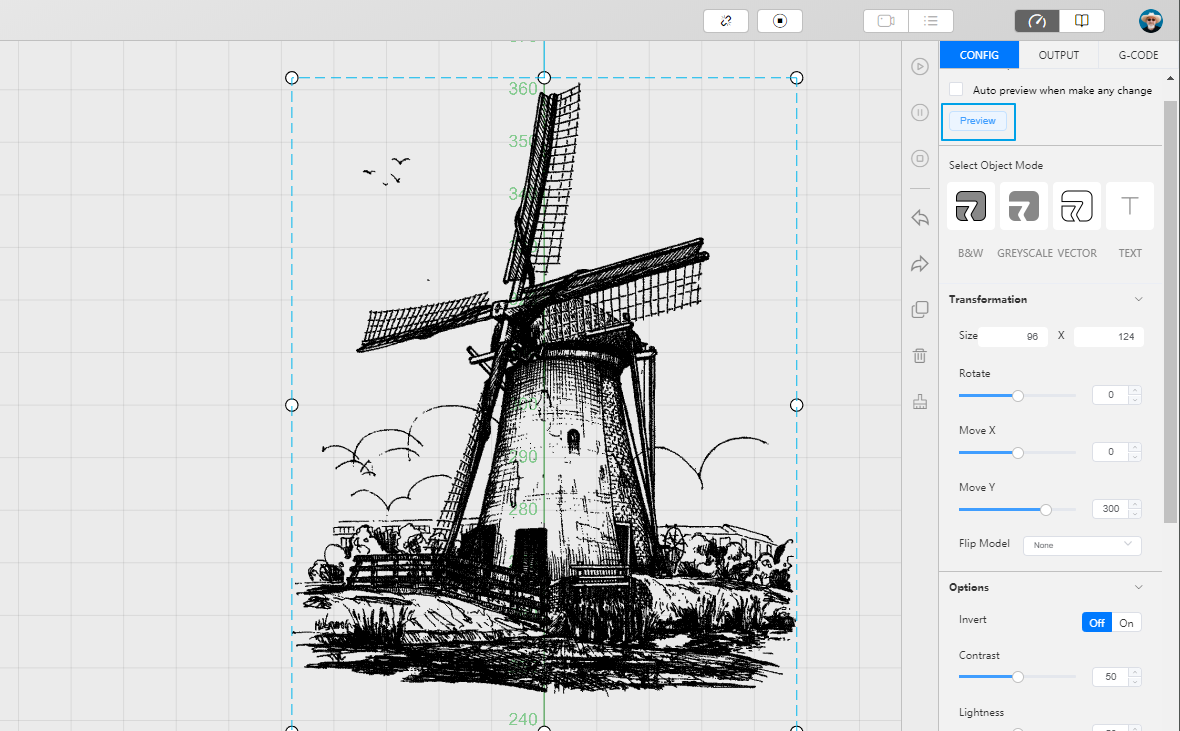
本节将指导用户使用Rotrics Studio生成激光雕刻G-code,包括导入图片、设置图片参数、设置雕刻功率和雕刻速度,生成G-code文件等。
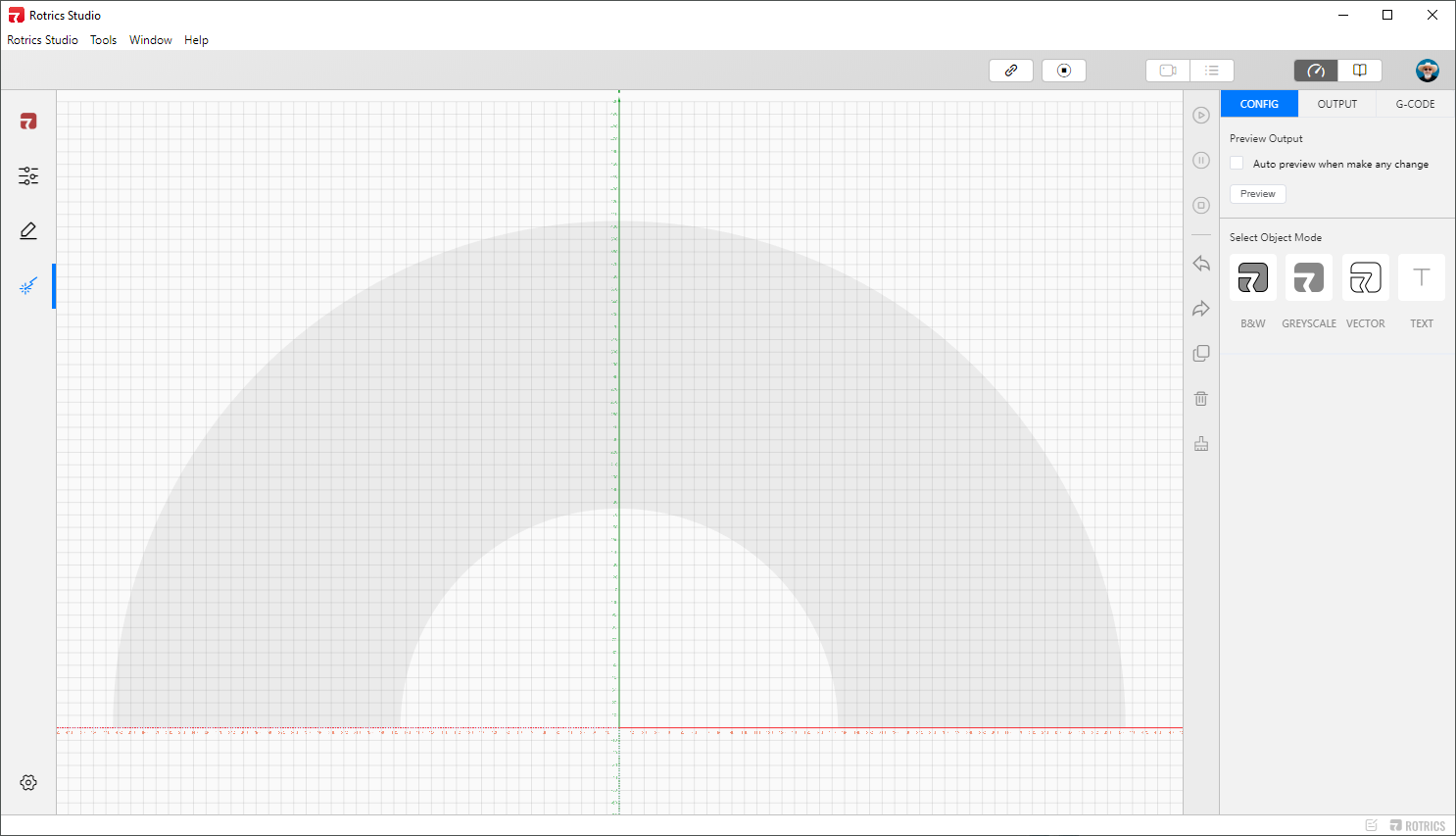
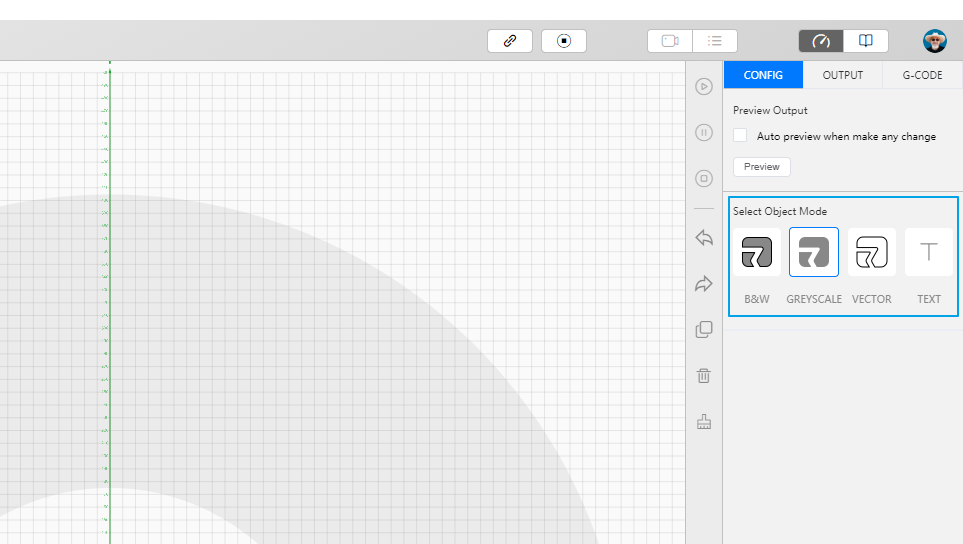
B&W:黑白模式
GREYSCALE:灰度雕刻模式
VACTOR:矢量模式
TEXT:输入文字
设置Move X和Move Y的值,保证工作中心在HOME点(300, 0, 0)的位置。
Move X:
300;Move Y:
0;
如果你选择的是B&W(黑白)模式,可以上传PNG、JPG和SVG格式的图片。可以按照如下说明调整参数:
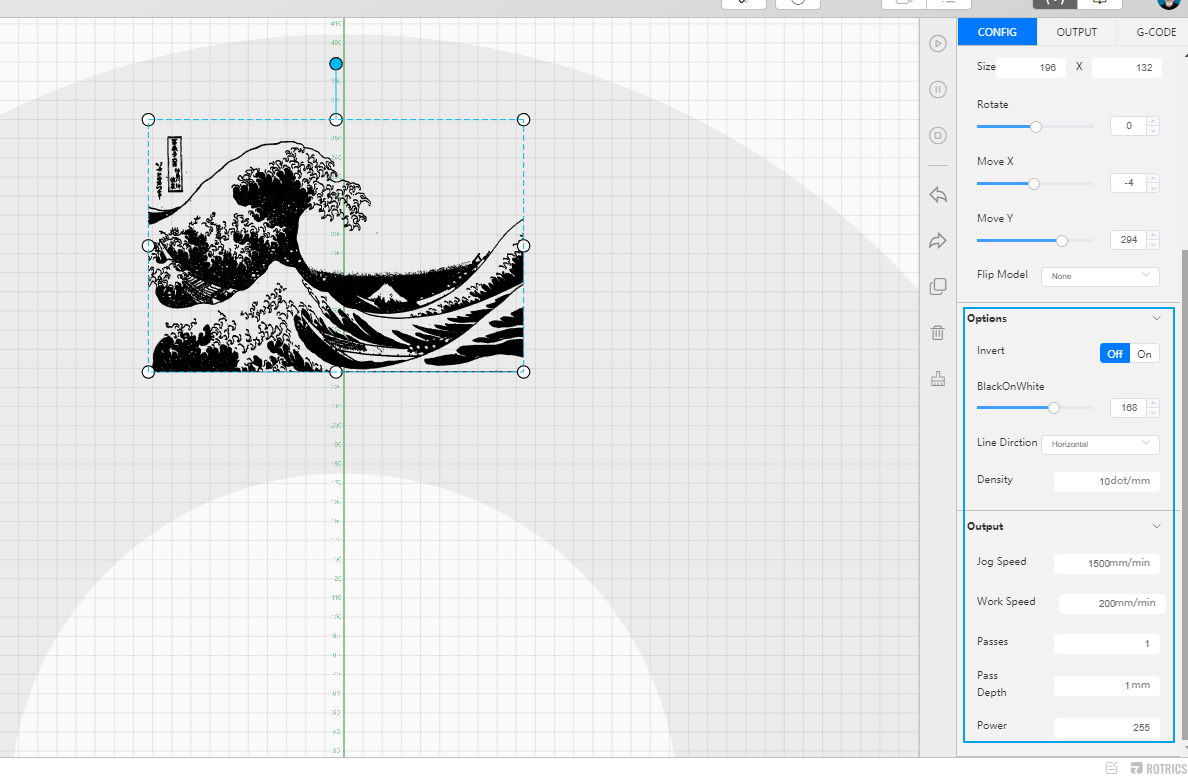
A. Black On White:根据原图的颜色,设置图片的黑白比例。值越大,黑色的占比越高,图片越黑。
B. Line Direction:决定了雕刻过程中激光雕刻模块的运动方向。Horizontal(水平)、Vertical(竖直)、Diagonal(对角线)、Diagonal2。选择与图片方向一致的运动方向,可以节省雕刻时间。
C. Density:决定了雕刻效果的精致程度,密度值越大,雕刻质量越好,花费的时间也越多。范围是1-10 pixel/mm,推荐设置为10。
D.Invert:调换黑色和白色的区域。
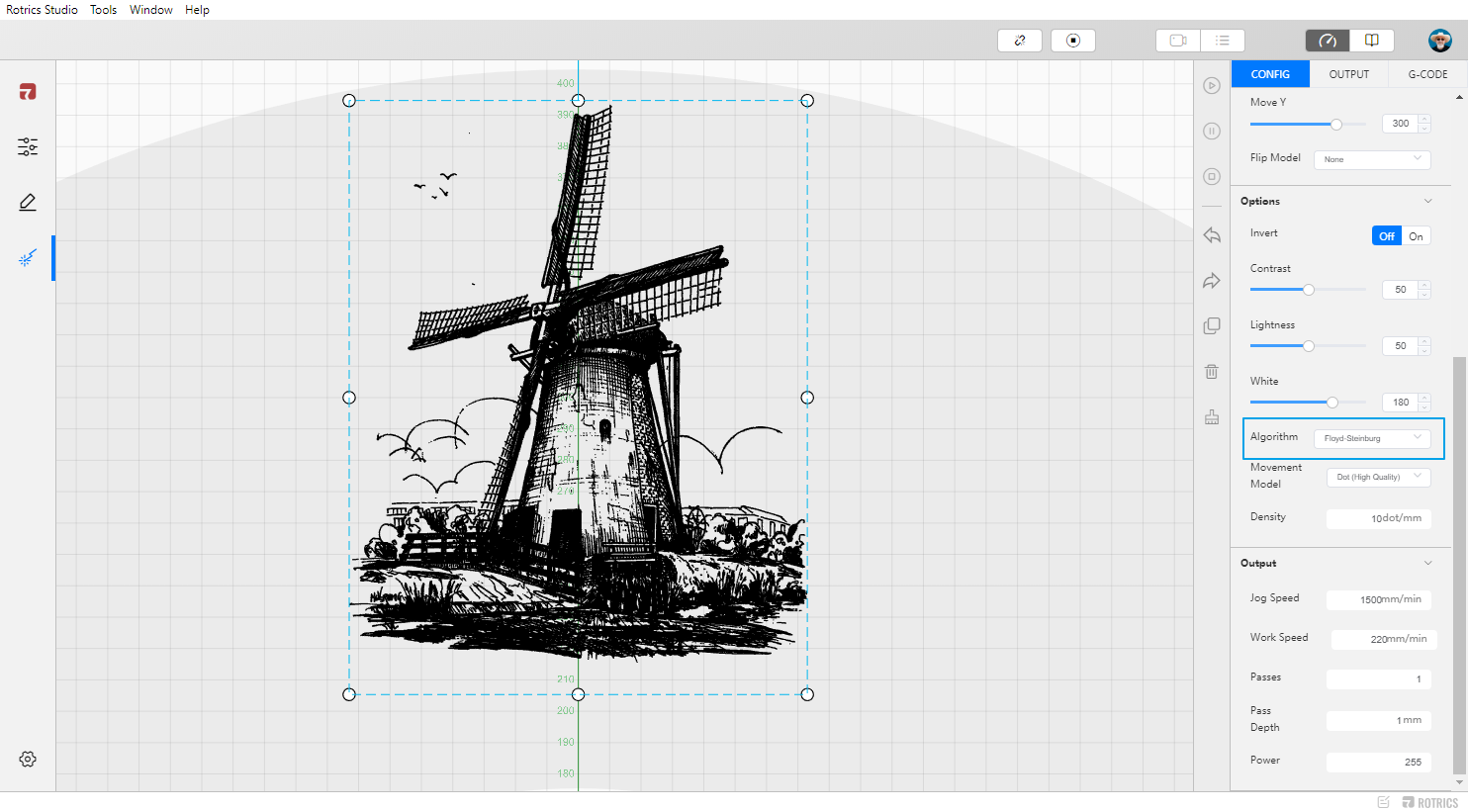
如果你选择的是GREYSCALE(灰度)模式,只能上传PNG和JPG格式的图片。可以按照如下说明调整参数:
A. Invert:调换黑色和白色的区域。
B. Contract:决定了浅色和深色的对比度。数值越大,对比度越明显。
C. Lightness:亮度
D. White:白色部分的比例
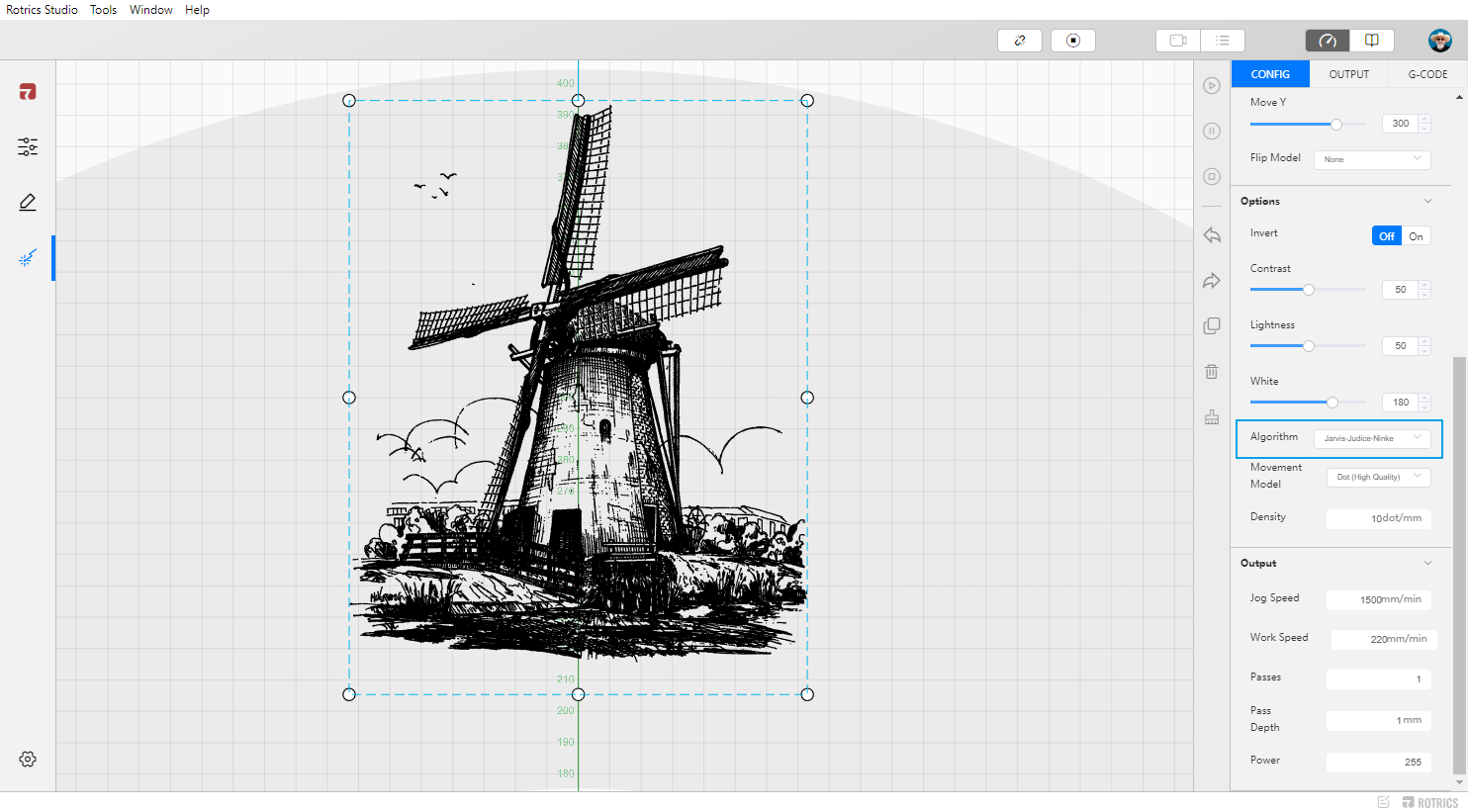
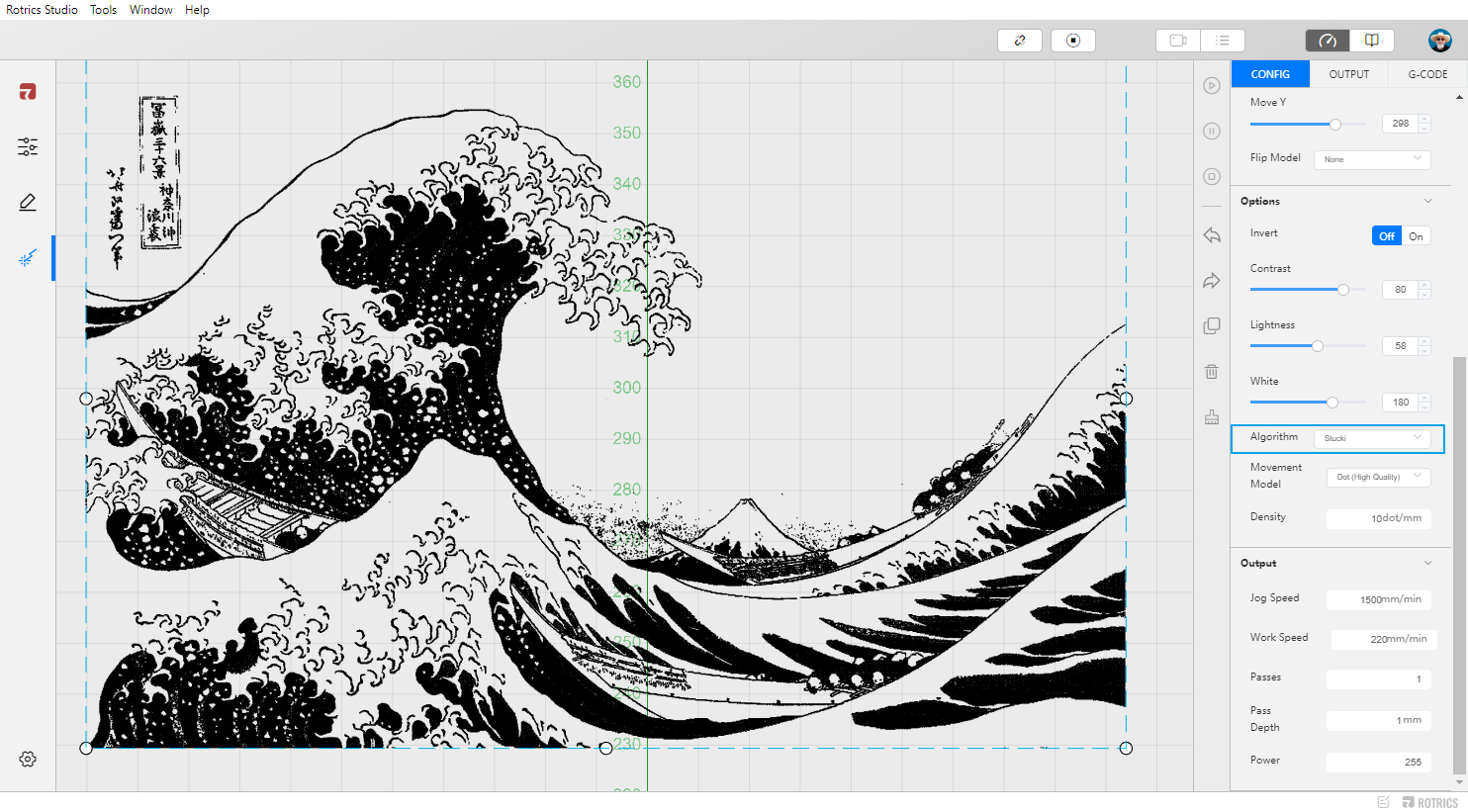
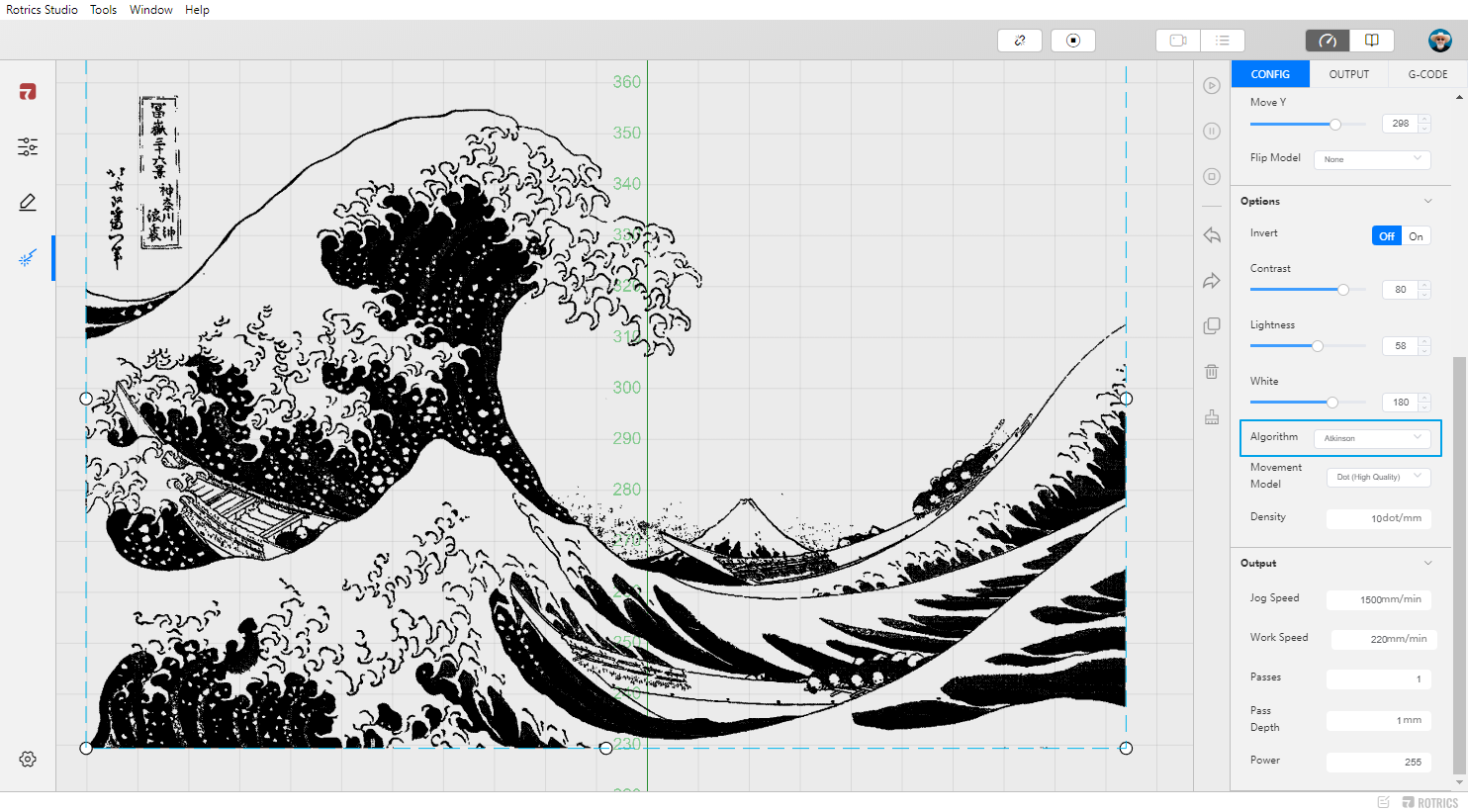
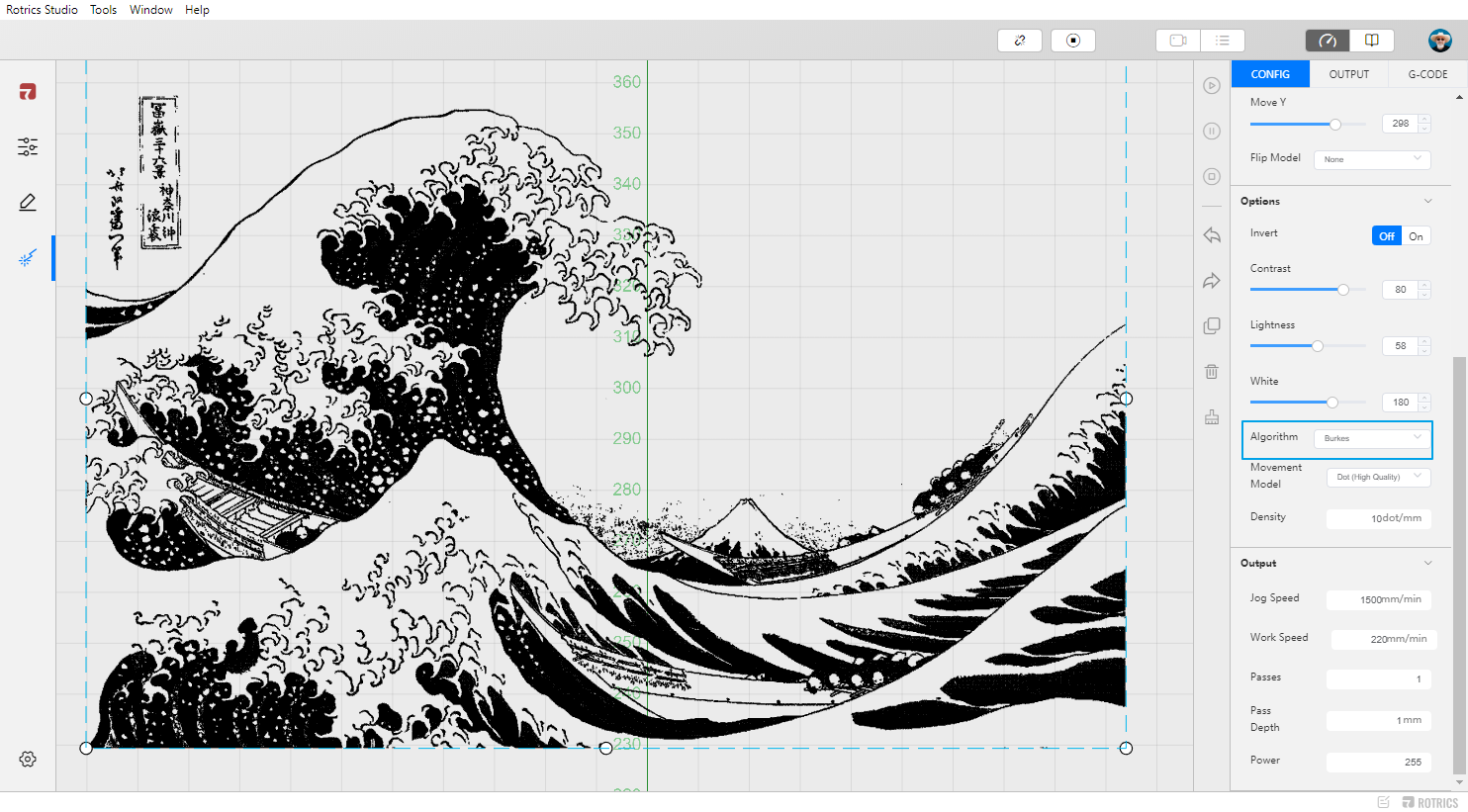
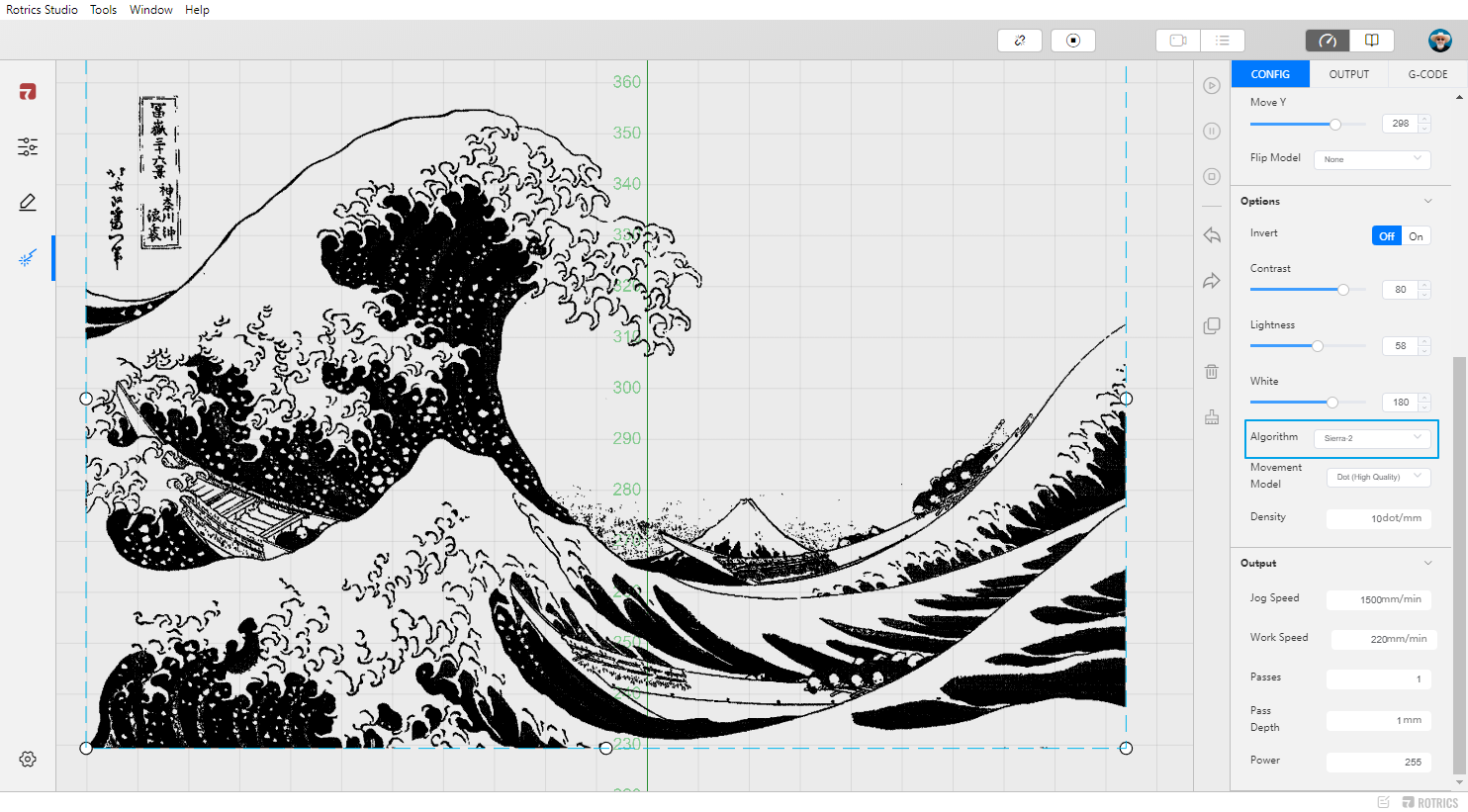
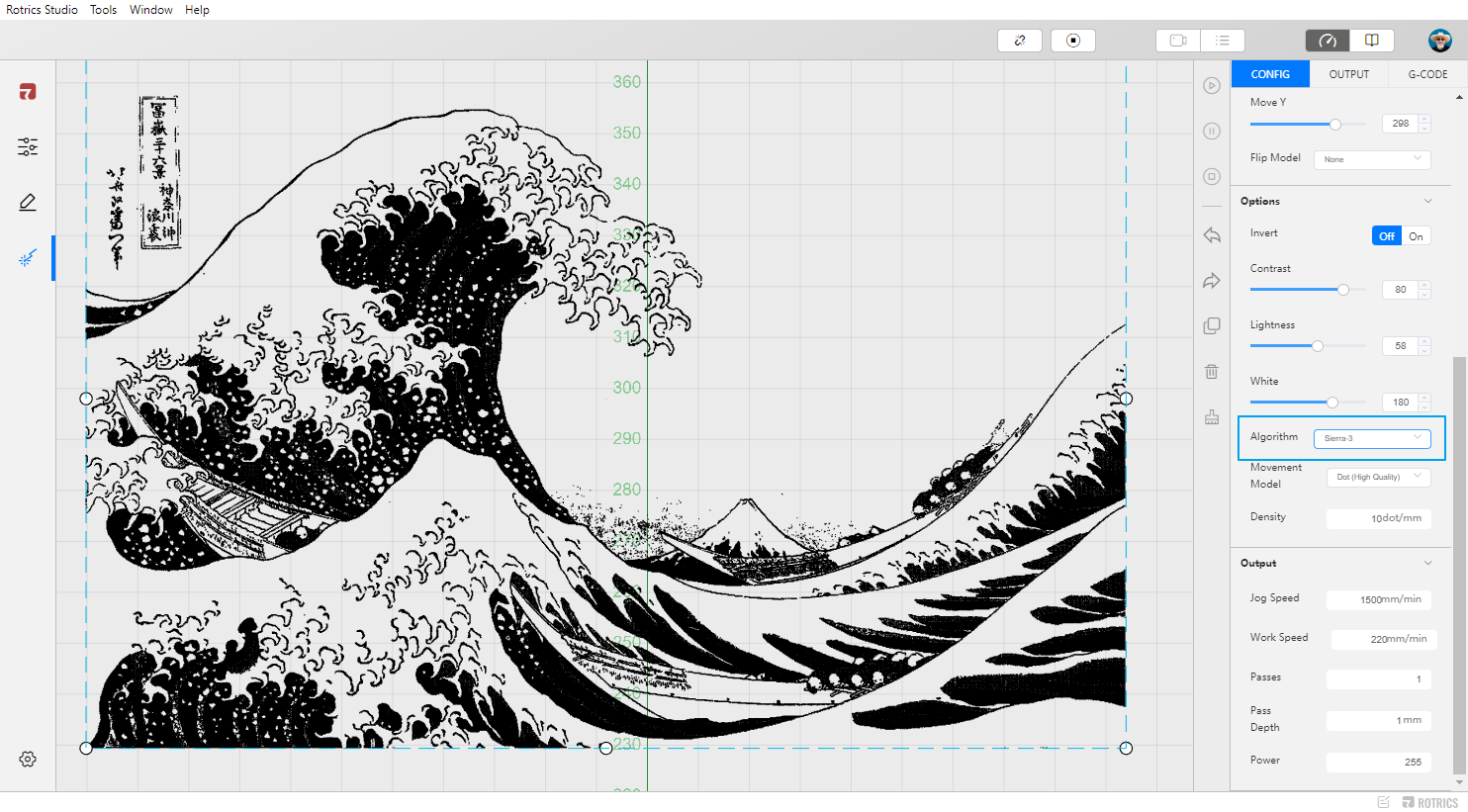
E. Algorithm:选择处理雕刻图片的算法。具体的区别如下:
Floyd-Steinberg:
Jarvis-Judics-Ninke:
Stucki:
Atkinson:
Burkes:
Sierra-2:
Serraa-3:
Sierra Lite:

F. Density:决定了雕刻效果的精致程度,密度值越大,雕刻质量越好,花费的时间也越多。范围是1-10 pixel/mm,推荐设置为10。
如果你选择的是Vactor(矢量)模式,只能上传SVG格式的图片。可以按照以下说明调整图片参数:
A. BlackOnWhite:
B. Impurity:
C. Invert: 调换黑色和白色的区域。
D. Optimize Path:
0.25W激光模块建议设置激光输出功率为180,Work Speed为200mm/min;
2.5W激光模块建议设置激光输出功率为150,Work Speed为250mm/min;
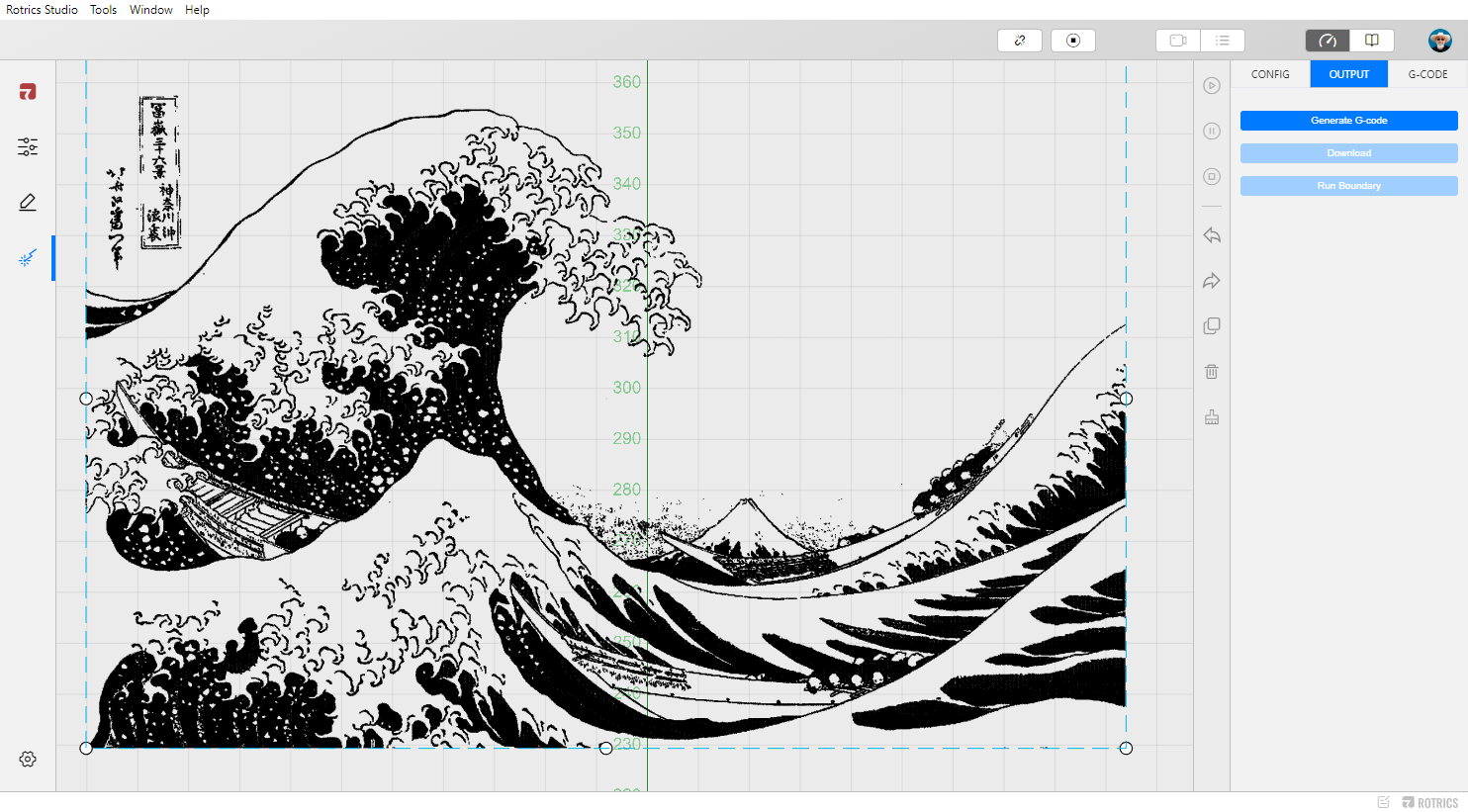
💡Tips: 每次修改参数都点击一次Preview预览雕刻效果,如果没有点击Preview的话,会无法进行下一步的Generate Gcode操作。
💡Tips: G-code生成之后,可以点击Run Boundary预览雕刻区域,还可以调整材料位置,以在合适的位置雕刻。
💡Tips: 点击Download 可以将Gcode文件下载到桌面(记得给文件添加.gcode后缀,否则触控屏无法识别),拷贝到SD卡后使用触控屏开始激光雕刻。