You are not logged in.
- Topics: Active | Unanswered
#26 Re: Tips, Tricks and Tutorials » A visual guide to dynamic lift speeds in NanoDLP » 2017-06-30 09:22:20
Thanks Shahin ! would be a bit easier if you let me pull "BaseLayerAmount" from the input box, but works like this aswell.
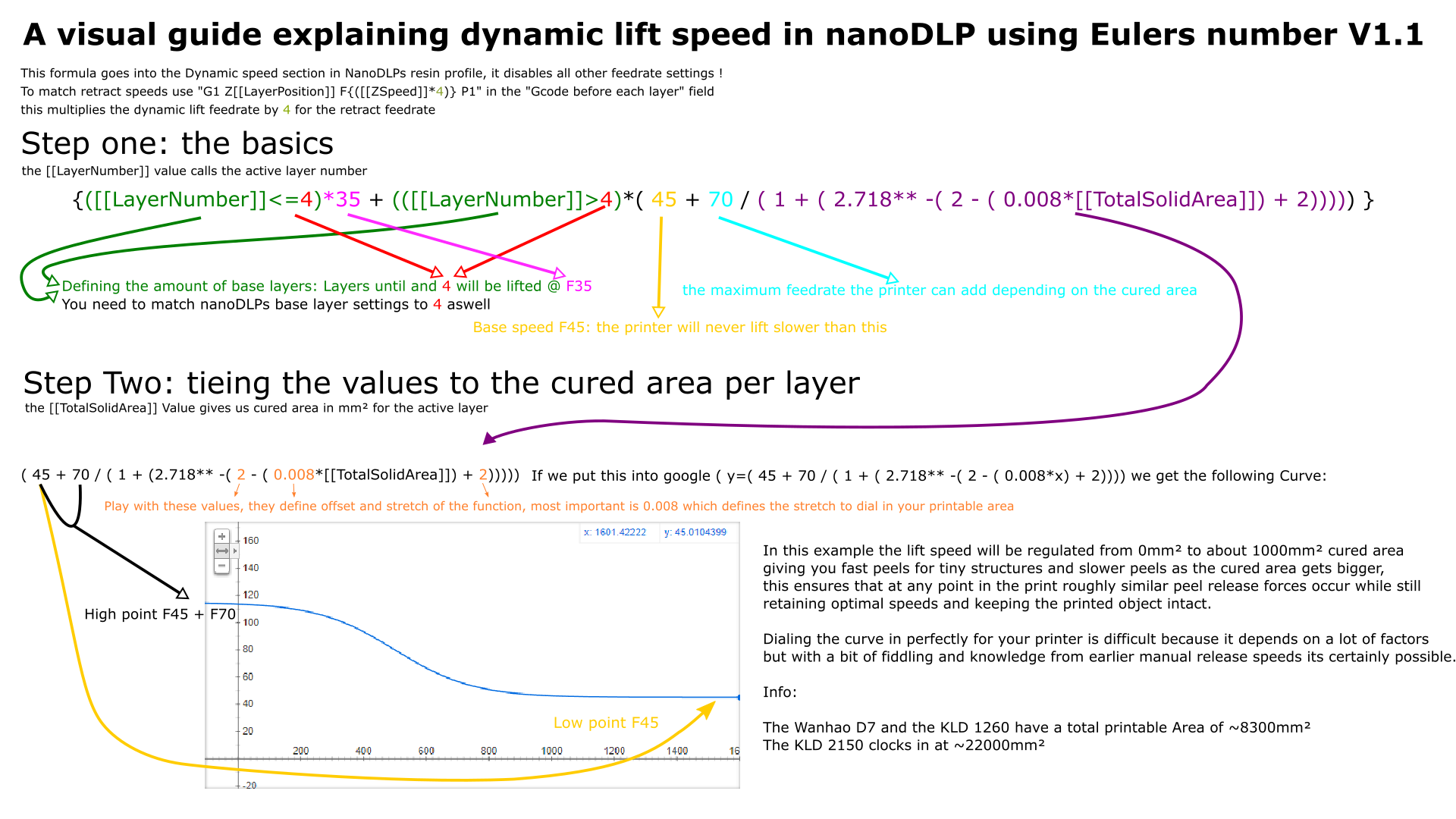
#27 Tips, Tricks and Tutorials » A visual guide to dynamic lift speeds in NanoDLP » 2017-06-29 15:14:22
- lenne0815
- Replies: 56
#28 Re: Tips, Tricks and Tutorials » Lift speed / height calculated accounting for Adhesion forces » 2017-06-09 08:43:54
Yes, actually i never used fixed speed / height at all because it makes no sense.
#29 Re: Feature Requests » Custom Exponential Acceleration for Z Moves » 2017-05-31 09:33:19
For calculating Realtime maybe it lessens the burden on the pi if you break up the exponential function into maybe just 5 hard points, that should be sufficiently precise for a very smooth peel and a just as smooth stop after retract in the vat for the next layer.
#30 Re: Feature Requests » Custom Exponential Acceleration for Z Moves » 2017-05-30 23:13:49
I found this guy here: https://plus.google.com/100170060322292 … KC5ueGNPbZ that looks really promising !
#31 Re: Feature Requests » Custom Exponential Acceleration for Z Moves » 2017-05-30 17:19:02
So much thanks !
I thought about other ways of doing it "manually" but nothing came to my mind quickly ![]()
Maybe real time is feasible as we only move a single axis between to fixed points, but precalculating while slicing could work aswell, for the calculators we would need the possibility to tie the accel "rates" to [[buildarea]].
Is there a certain daughterboard you recommend for using with pi and Nanodlp ?
#32 Feature Requests » Custom Exponential Acceleration for Z Moves » 2017-05-30 10:08:13
- lenne0815
- Replies: 6
I think the title says it all ![]()
You have solved nearly every area where big gains in print speed could be achieved ( Time to display, calculators, usability )
This is the last man standing imo.
(might only be achievable with a pi daugtherboard, unsure how the arduino based controllers would react to it given that they already employ acceleration values )
#33 Re: Feature Requests » Burn in layer amount value for calculators » 2017-05-30 09:26:31
Ah i see, it would be a great feature if we could pull values from certain ui input boxes, that way we can retain functionality while still driving the machine via scripts.
In this lift speed example i did it manually: {([[LayerNumber]]<=10)*30 + (([[LayerNumber]]>10)*( 30 + 40 / ( 1 + ( 2.718 ** -( 2 - ( 0.0008*[[TotalSolidArea]]) + 2))))) } Gives 10 Burn in layers which need to be changed manually according to needs.
Ideally it would look like this: {([[LayerNumber]]<=[[Input_var_from_Amount_of_Burn_in_Layersfield]])*30 + (([[LayerNumber]]>[[Input_var_from_Amount_of_Burn_in_Layersfield]])*( 30 + 40 / ( 1 + ( 2.718 ** -( 2 - ( 0.0008*[[TotalSolidArea]]) + 2))))) }
Lift height would look a bit different to retain full burn in input compatibility:
{([[LayerNumber]]<=[[Input_var_from_Amount_of_Burn_in_Layersfield]])*[[Input_var_from_Burn_in_Layers_lift_height_field]] + ([[LayerNumber]]>[[Input_var_from_Amount_of_Burn_in_Layersfield]])*(0.8 / (1 + ( 2.718**-(0.0003*[[TotalSolidArea]] - 3))) +2.5) }
#34 Re: Tips, Tricks and Tutorials » Lift speed / height calculated accounting for Adhesion forces » 2017-05-30 06:56:18
Euler ![]()
#35 Tips, Tricks and Tutorials » Lift speed / height calculated accounting for Adhesion forces » 2017-05-29 11:55:03
- lenne0815
- Replies: 4
Dynamic Speed
{([[LayerNumber]]<=10)*30 + (([[LayerNumber]]>10)*( 30 + 40 / ( 1 + ( 2.718 ** -( 2 - ( 0.0008*[[TotalSolidArea]]) + 2))))) }
Dynamic Lift
{([[LayerNumber]]<=10)*3.5 + ([[LayerNumber]]>10)*(0.8 / (1 + ( 2.718**-(0.0003*[[TotalSolidArea]] - 3))) +2.5) }
tweak to your liking.
To go all out and calculate the retract dynamically aswell use something like this:
GCODE Before Each Layer
G1 Z[[LayerPosition]] F{([[ZSpeed]]*4.3)} P1
#36 Feature Requests » Burn in layer amount value for calculators » 2017-05-29 10:27:12
- lenne0815
- Replies: 2
Hey Shahin, i just installed nanodlp and wanted to setup dynamic lift cycles but there doesnt seem to be a variable available which lets me request if im still in the burn in layers. I can do it manually obviously but that seems a bit clunky. Have a great day !
#37 Re: Feature Requests » Supersampling anti aliasing » 2017-05-18 17:09:05
Thanks for that info shahin, so i do have to trust you ![]() I just noticed that long borders running along the pixel intersections give problems with antialiasing but that might be more an aligning problem than a software one, i just wanted to see how supersampling would deal with it.
I just noticed that long borders running along the pixel intersections give problems with antialiasing but that might be more an aligning problem than a software one, i just wanted to see how supersampling would deal with it.
#38 Feature Requests » Supersampling anti aliasing » 2017-05-17 17:52:07
- lenne0815
- Replies: 7
Hey Shahin, as i understand your using multisampling aa with 8 samples pp, how does that compare to a 2x ss image ? I wanted to try it by myself but as i cant get non aaed picture as base material i cant try it unfortunately.