调平
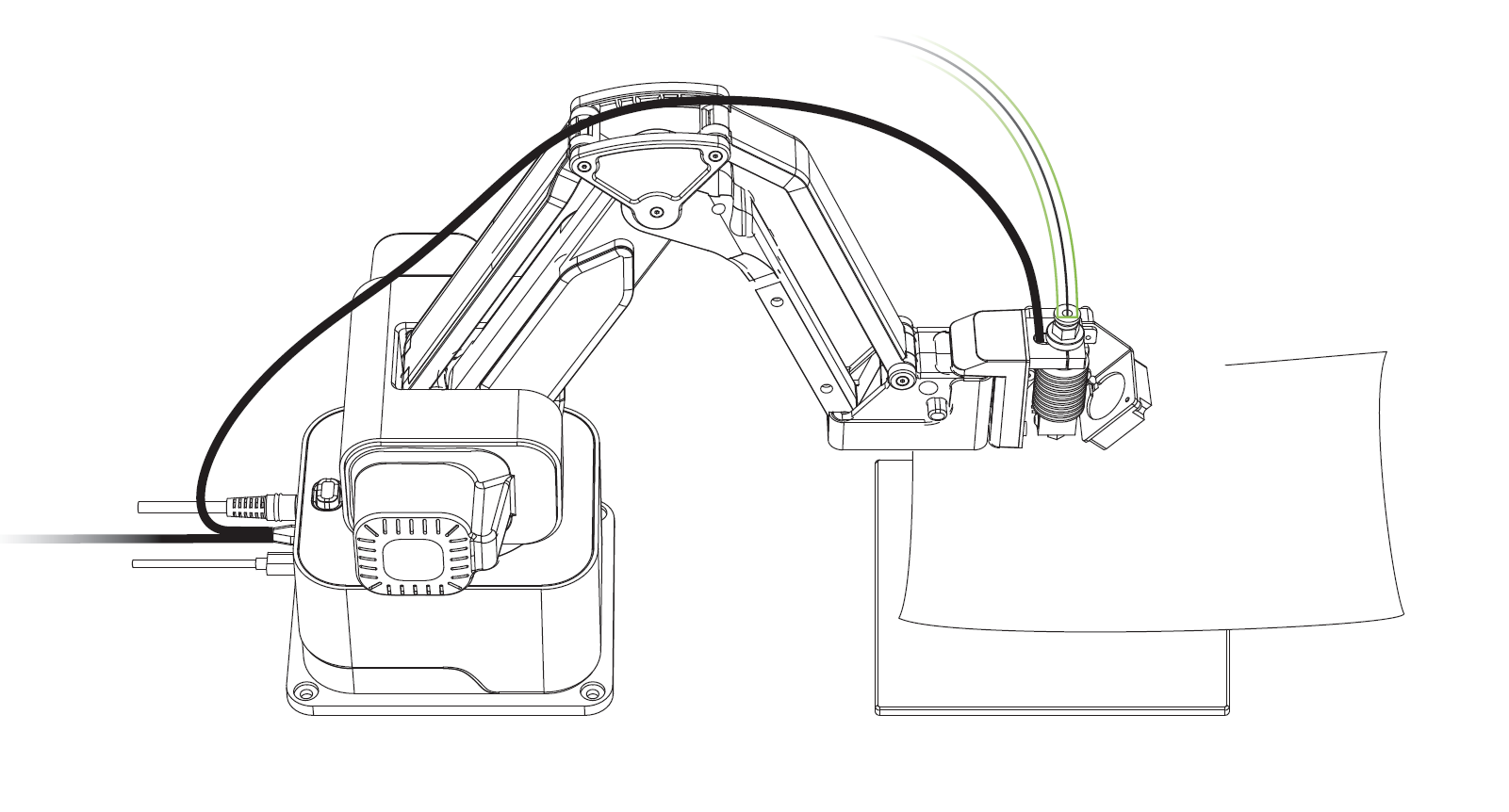
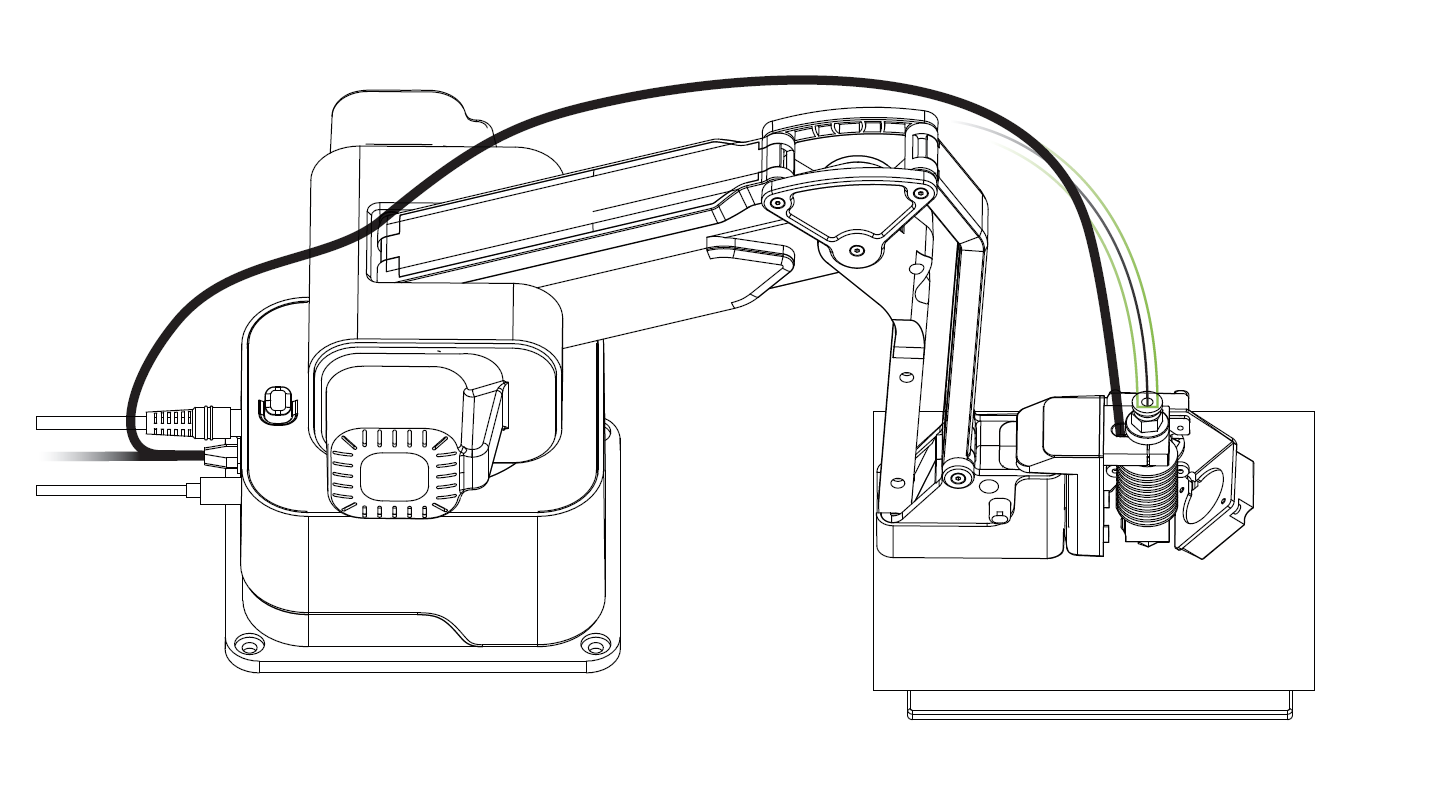
第一次打印以及每次搬动机械臂后重新开始打印时,都需要对机械臂调平,保证模型能够稳固的粘贴到打印垫板上。
❗Notice: 如果在打印之前,没有对机械臂调平,在打印过程中模型可能会偏移,导致打印失败。
❗❗Notice: 如果之前调平过,想重新调平,必须先按RESET键执行系数清零和重启指令,执行HOME指令之后再开始重新调平。
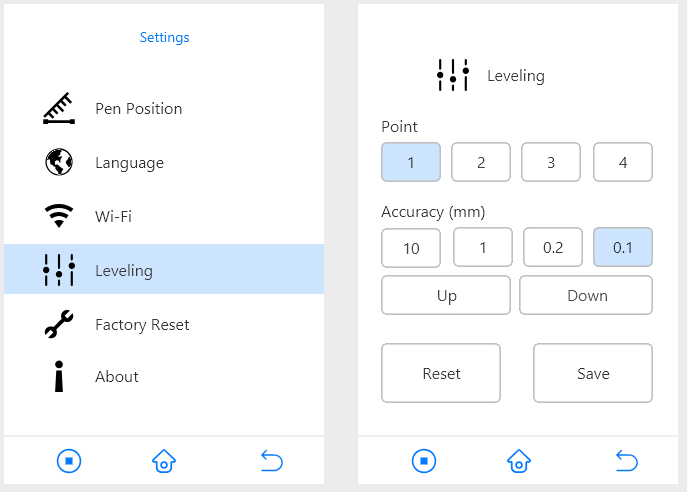
可以使用Rotrics Studio软件或触控屏给机械臂调平。
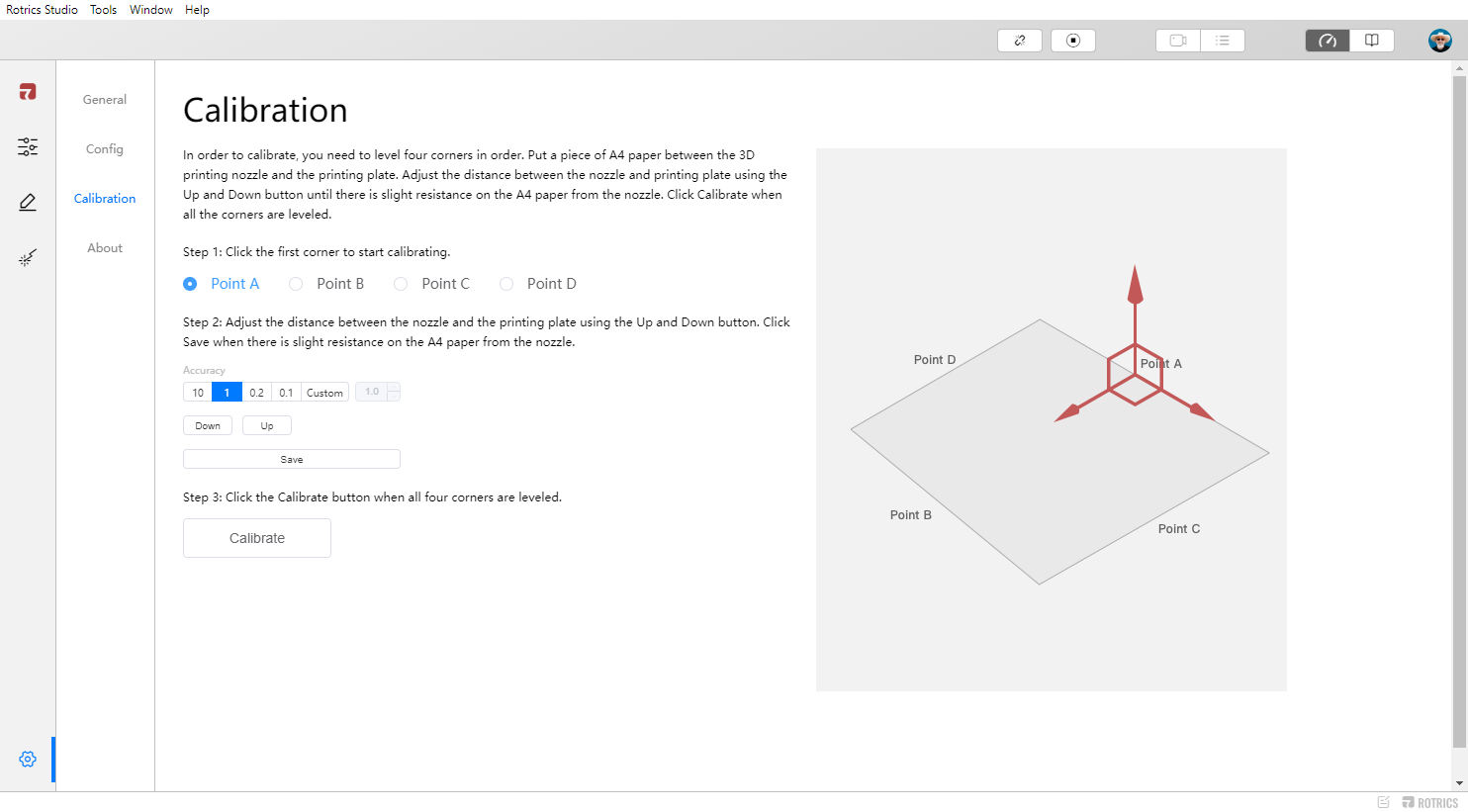
💡Tips: 开始先以10mm的高度下降,快接近时,改成1或0.1mm的高度下降。
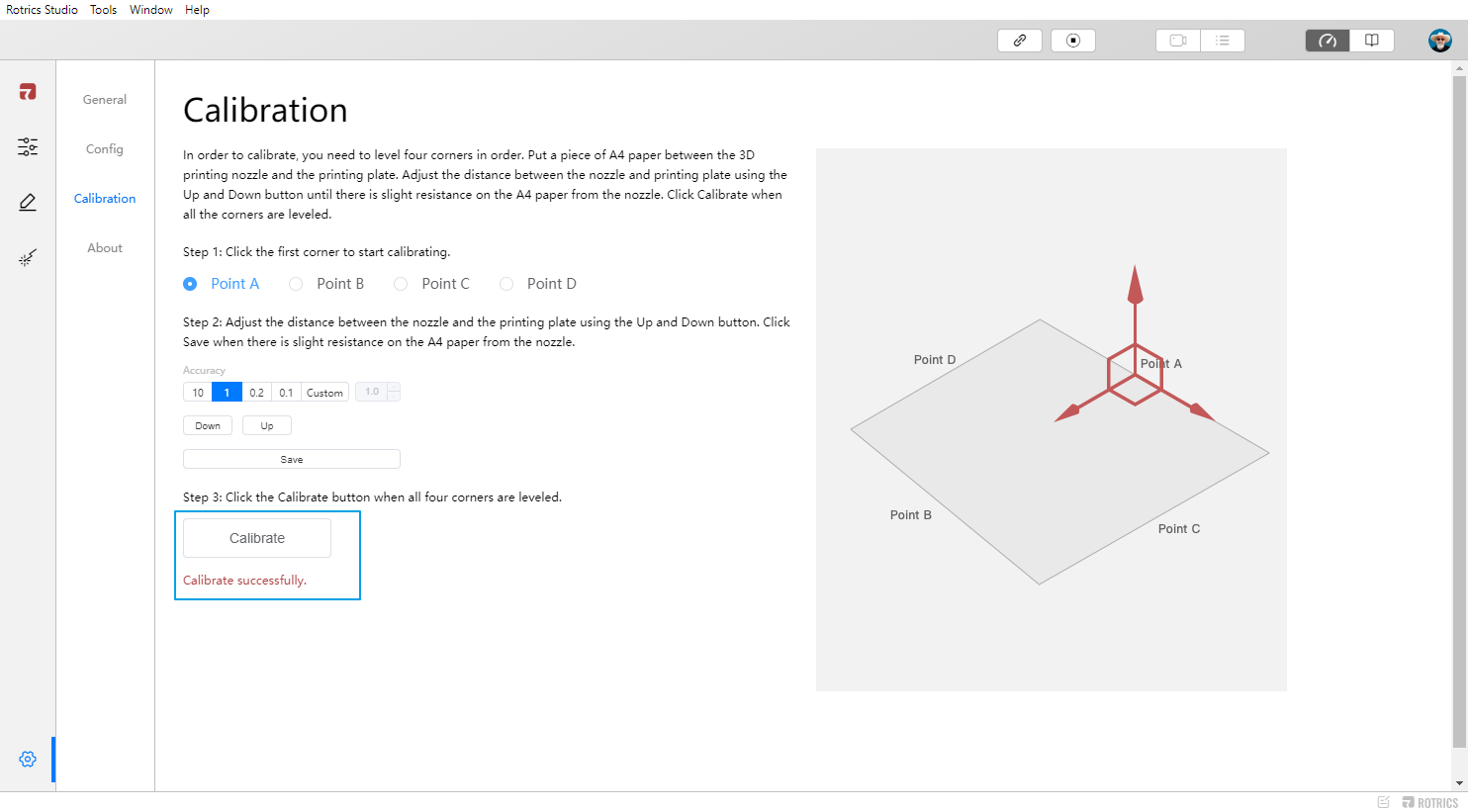
调平完成之后,如果没有移动机械臂或者打印垫板,可以直接生成Gcode,进行3D打印工作。无需再次调平。
💡Tips: 开始先以10mm的高度下降,快接近时,改成1或0.1mm的高度下降。

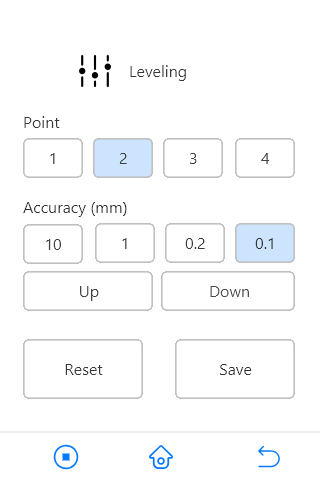
💡Tips: 调平完成之后,如果没有移动机械臂或者打印垫板,可以直接生成Gcode,进行3D打印工作。无需再次调平。

完成调平后,可以参考下一篇教程生成3D打印G-code文件,并开始3D打印。
1. 通过Rotrics Studio的Serial Monitor发送 M891 X0 Y0, 让斜率清零,然后重启机械臂。
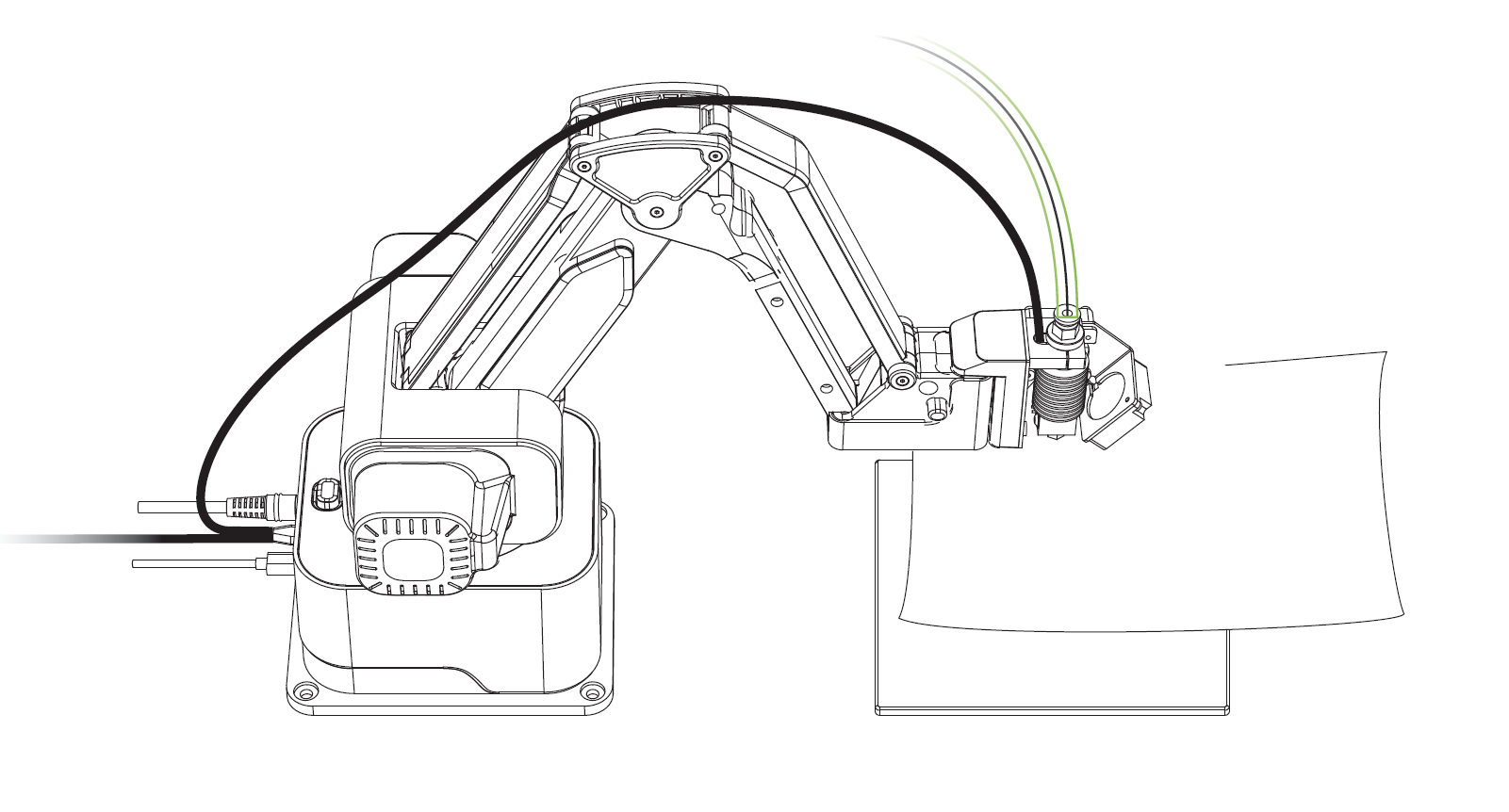
2. 在喷嘴和垫板之间放一张A4纸;
3. 手动测量各点 Z 轴高度
a) Point A 点
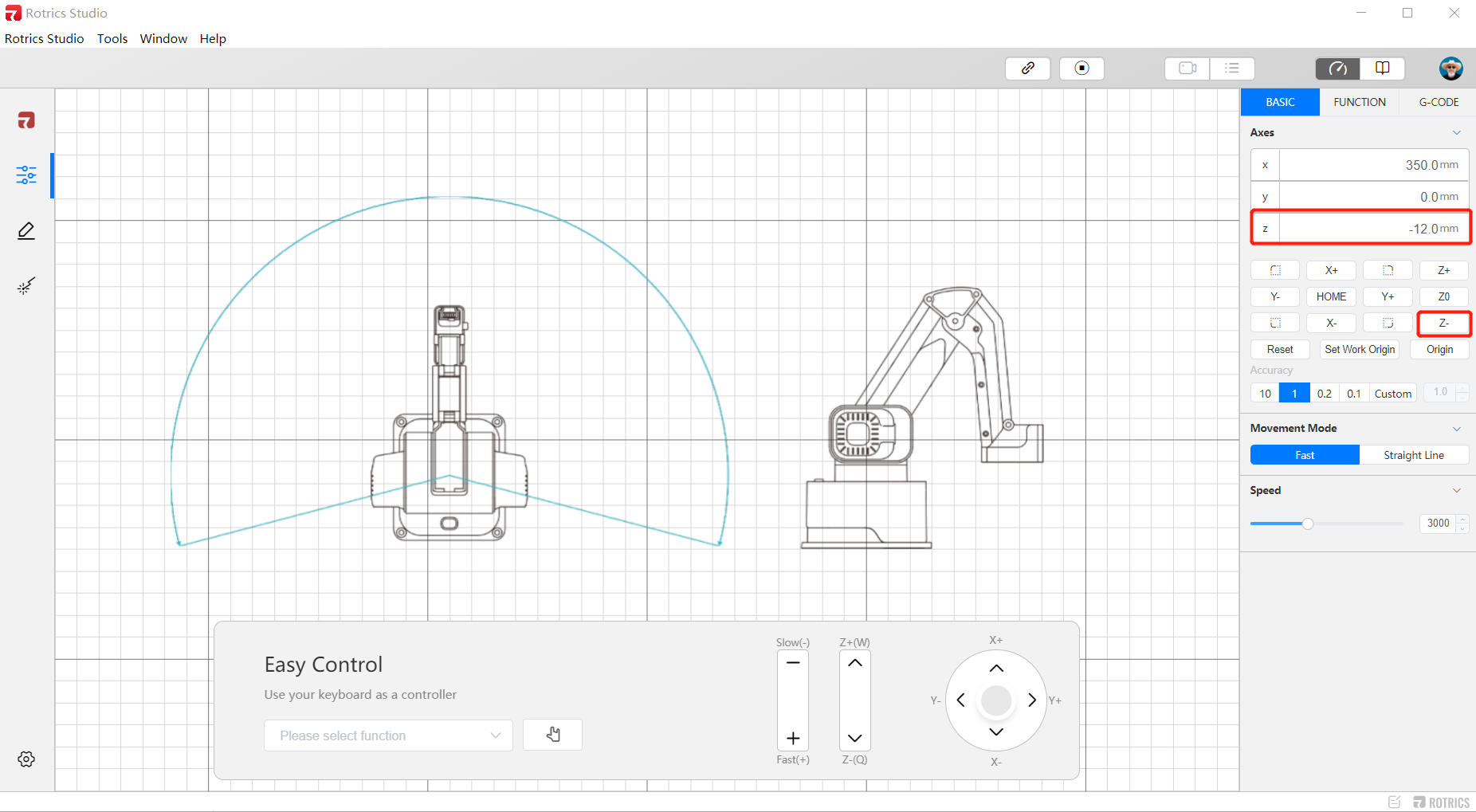
通过Serial Monitor发送G0 X350 Y0 Z0,机械臂将走到A点,软件切换到Basic界面,点击右边的"Z-"按钮控制 Z 轴下降 ,在喷嘴快触碰到打印垫板时,拉动A4纸,继续调整喷嘴高度,直到感受到来自喷嘴的轻微阻力。记录当前Z值坐标。(后面用ZA表示)
b) Point B 点
通过Serial Monitor发送G0 X250 Y0 Z0,机械臂将走到B点,软件切换到Basic界面,重复上一步骤的操作并记录B点的Z值坐标(后面用ZB表示)。
c) Point C 点
通过Serial Monitor发送G0 X300 Y50 Z0,机械臂将走到C点,软件切换到Basic界面,重复上一步骤的操作并记录C点的Z值坐标(后面用ZC表示)。
d) Point D 点
通过Serial Monitor发送G0 X300 Y-50 Z0,机械臂将走到D点,软件切换到Basic界面,重复上一步骤的操作并记录C点的Z值坐标。(后面用ZD表示)
4.计算并设置斜率
按照以下公式计算斜率,计算保留Z值坐标的正负号:
X轴斜率=(ZA-ZB )/100
Y轴斜率=(ZC-ZD )/100
然后通过Serial Monitor发送指令M891设置斜率 ,格式为:M891 X轴斜率 Y轴斜率, 例如 M891 X0.02 Y0.02 ,最后重启机械臂以生效。