🦾Teach & Pneumatic
📅Update: 2020/08/17
🧙♂ Tips: You can also click the TOP RIGHT table of contents to read the corresponding section 👉
1) Teach & Pneumatic Workflow
5) Use Pneumatic Functions with G-code
Step 1: Set up Pneumatic Kit and Air Pump Box
Step 2: Start Teach & Play with Rotrics Studio / Touchscreen
Read the Quick Start Guide to check the items, assemble the pneumatic module, connect with Air Pump Box and set up DexArm for the first use.
🧙♂ Tips: The M-shape plastic part is for mounting the transparent air tube on DexArm.
1) Air pump box working status
The air pump box has 3 working status:
Pump in
Pump out
Release air
Close all pumps
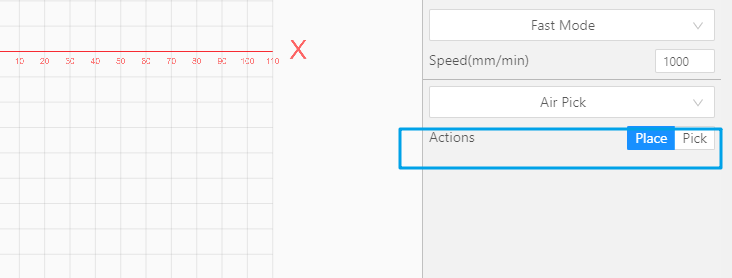
2) Suction cup working status
The suction cup has 2 working status:
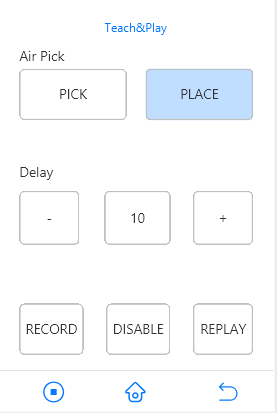
Pick (pump in)
Place (pump out)
So you only need to control Air Pump Box to pump in or pump out for a picking/placing task.
3) Soft gripper working status
The soft gripper has 3 working status:
Pick (pump out)
Place (pump in)
Neutral (release air)
Except for pump in and pump out, you need to return soft gripper to neutral status after each action is done.
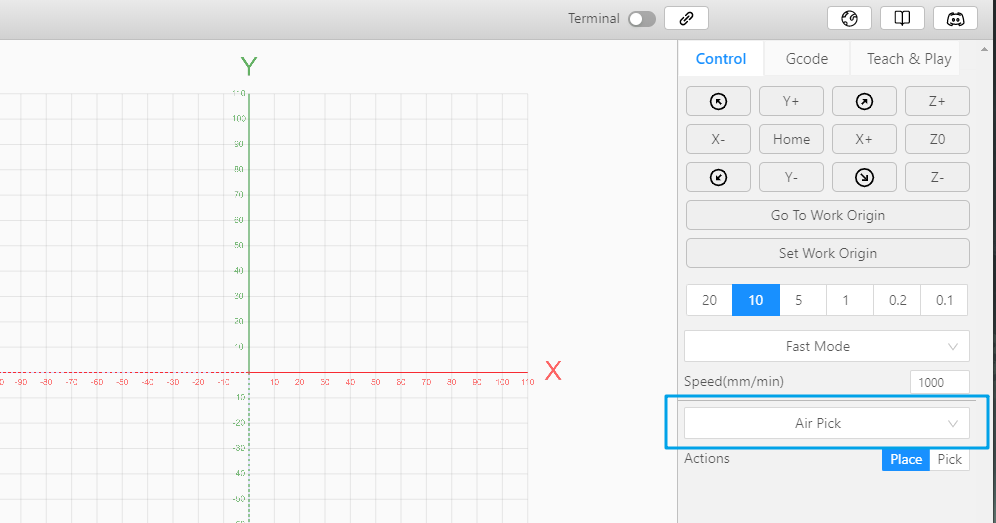

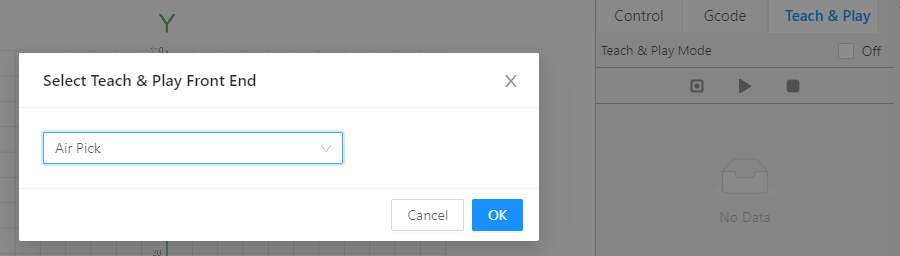
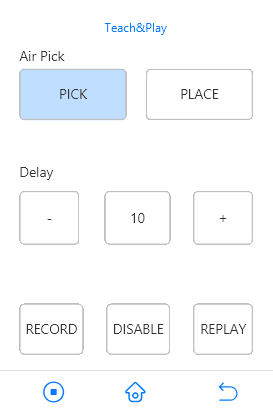
Here, we are using Air Pick as an example.
Rotrics Studio software can control the picking/placing functions and record robot arm movements, you can also control robot arm movement with G-code programming.
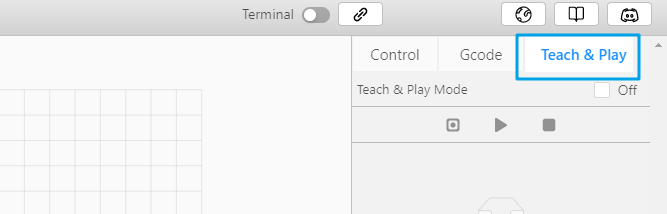
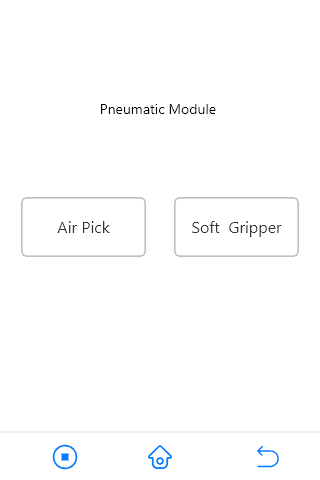
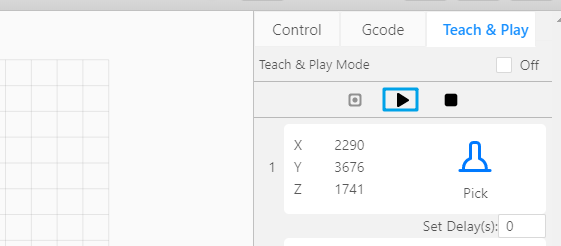
After turn on the teach&playback function, select the right module and click OK.
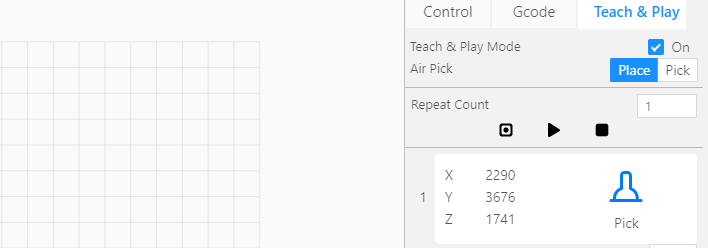
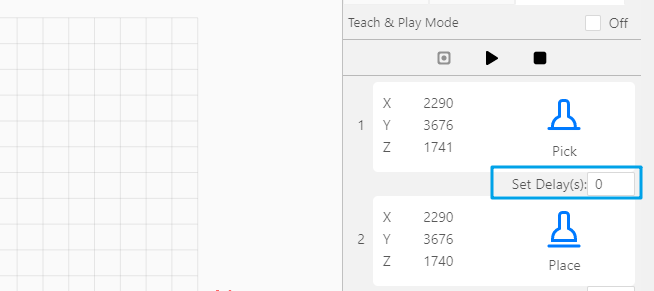
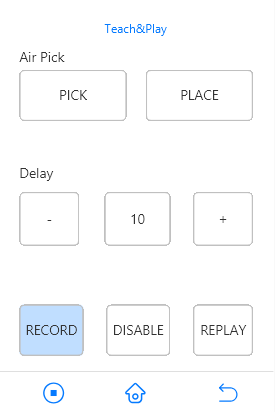
There will be a new record in the Record List
🧙♂ Tips: if you are using soft gripper for Teach & Playback, please click Release before Grip item, lower the module to relevant position and then Grip.
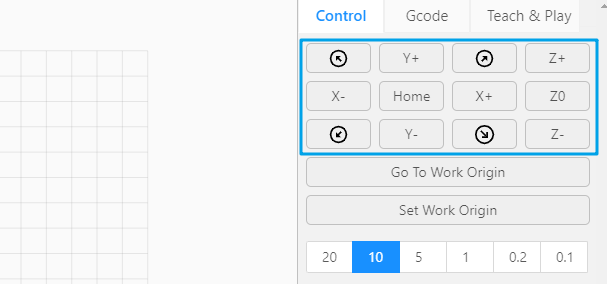
🧙♂ Tips: In order to prevent DexArm from accidentally colliding with the object during the movement, it is necessary to let the Arm move according to the trajectory of ∏, which means to lift a certain distance, then move to a position above the target point, and then move down.

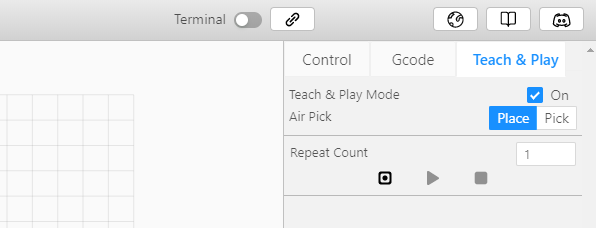
Here we use Air Pick as an example.
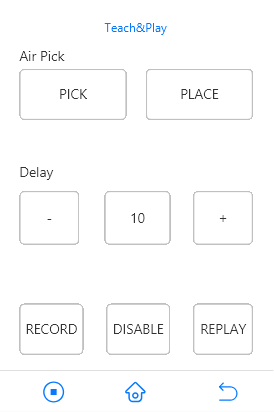
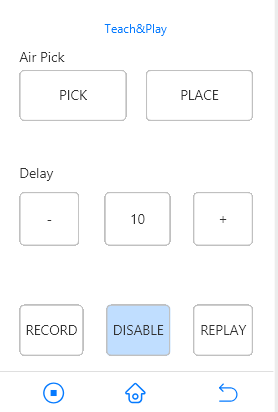
🧙♂ Tips: DISABLE will disable the motor, and allow you to drag the arm
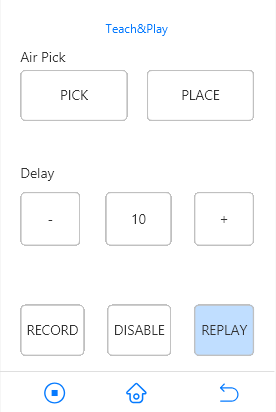
🧙♂ Tips: You can add waiting time after each action, so the Arm will wait a few seconds before each action.
Old Version
M893obtain the magnetic encoder position;M894move to the magnetic encoder position;The above commands remain in the new version.
New Version (for firmware V2.2.0 and above)
M895inversely obtains the front end module position via the magnetic encoder value and the module off-set value.M896moves to a specified position under Fast, Line, Jump moving mode.
P0-2, corresponding to the three moving modes of Fast, Line, and Jump respectively. The default is Fast mode.
Fast mode corresponds to
G0orM2001,Line mode corresponds to
G1orM2000, added over-limit detection of interpolation points during line mode,Jump mode is divided into three steps, from the current position to raise the height of H, move horizontally to the target position, and move vertically to the target position.
F corresponds to the moving speed, H corresponds to Jump height, the F default value is 3000unit/min, the H default value is 50mm.
SampleObtain the current position
Send:
M895recv:
X:0.00 Y:320.00 Z:0.00
Set to tech&play and setup JUMP height, M896 P2 F5000 H20, Move to the target position, M896 X0 Y320 Z0
Function Updated-In the previous version, the target position is not exceeding the limit, but the interpolation point goes beyond the limits during line mode. In the new version, the over-limit detection of the interpolation point is added during Line Mode under G1 and M2000.
-After the M17 three-axis motor is enabled, the current position value can be obtained and set through the magnetic encoder value, and the front-end module offset value by inverse solution, no need to send M1112 to return to HOME.
To use G-code for pneumatic work, you need to create a new .gcode file, open it with the notepad or a third-party text editor, enter the robot arm motion control commands, and send it to the robot arm through Rotrics Studio software to start picking and placing.
G0 X300 Y20 Z0-move to position (300, 20, 0)G0 F3000-move speed 3000mm/minM2000- straight line modeM2001- fast mode
M888 P2-identify the end effector as pneumatic moduleM1000-air pump box to pump inM1001- air pump box to pump outM1002- air pump box to release air,M1003- stop air pump box,
A. Use command M888 P2 to identify the end effector as pneumatic module.
B. Use command M2000 or M2001 to set robot arm motion mode.
C. Use command G0 to control robot arm movement.
D. Use command M1000-M1003 to control air pump box.
🧠 Note: the commands for the soft gripper and the suction cup is opposite. Specific description is as follows.
Workflow for the suction cup:
Use command
M1000to pump in and pick up items.Use command
M1002to release air, relieve the internal pressure of the air pump and place the item down.Use command
M1003to close all air values.
Workflow for the soft gripper:
Use command
M1001to make the air pump box to pump out, the soft gripper will grasp, and pick up the item.Use command
M1000to make the air pump box to pump in, the soft gripper will release and place the item down.Every time the soft gripper stops, use command
M1002to release air and relieve internal press of the air pump box.Then use command
M1003to close all air values.