학교에서 다른 사람들도 Ultimaker 2를 사용할 수 있도록 매뉴얼을 만들어 보았습니다.
이메일로 요청하시면 PDF파일도 보내드리겠습니다.
1. Cura 실행

2. 속채움,
출력속도 설정

Tip: 출력 속도가 높을수록
출력 시간이 짧아지지만, 정밀도와 표면 품질이 떨어집니다.
높은 정밀도와 표면 품질을 위해서는 20~30mm/s, 빠른
속도를 위해선 50~60mm/s로 출력하는 것이 좋습니다.
속채움은 일반적으로 10~20 사이의 값으로 설정합니다. 30으로 설정하면 충분히 튼튼합니다. 50 이상부터는 오히려 수축이
증가해 정밀도가 감소합니다.
3. STL 파일 로드
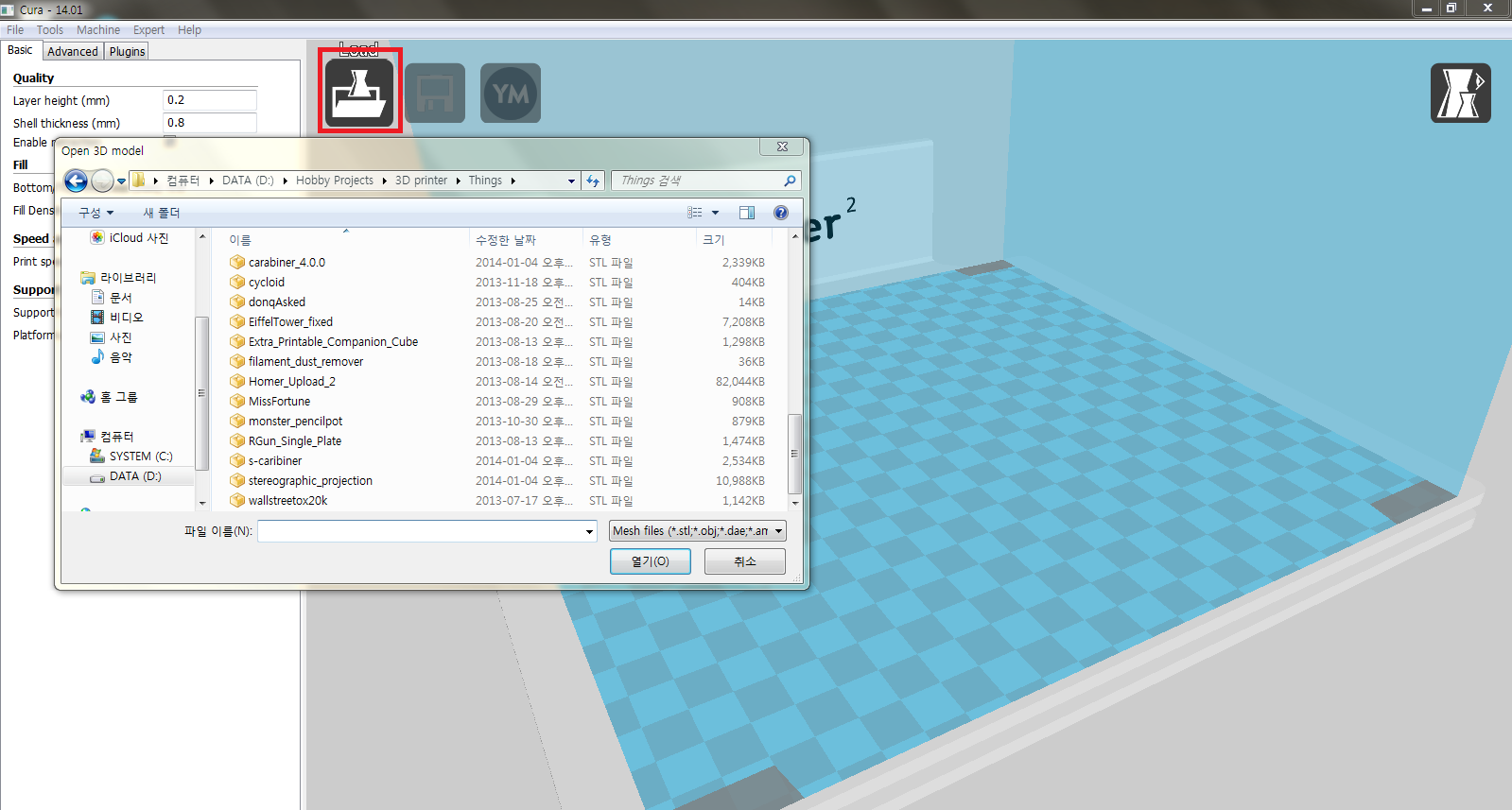
Load 버튼을 누르고 출력하고자
하는 STL 파일을 선택합니다.
4. 파일 수정
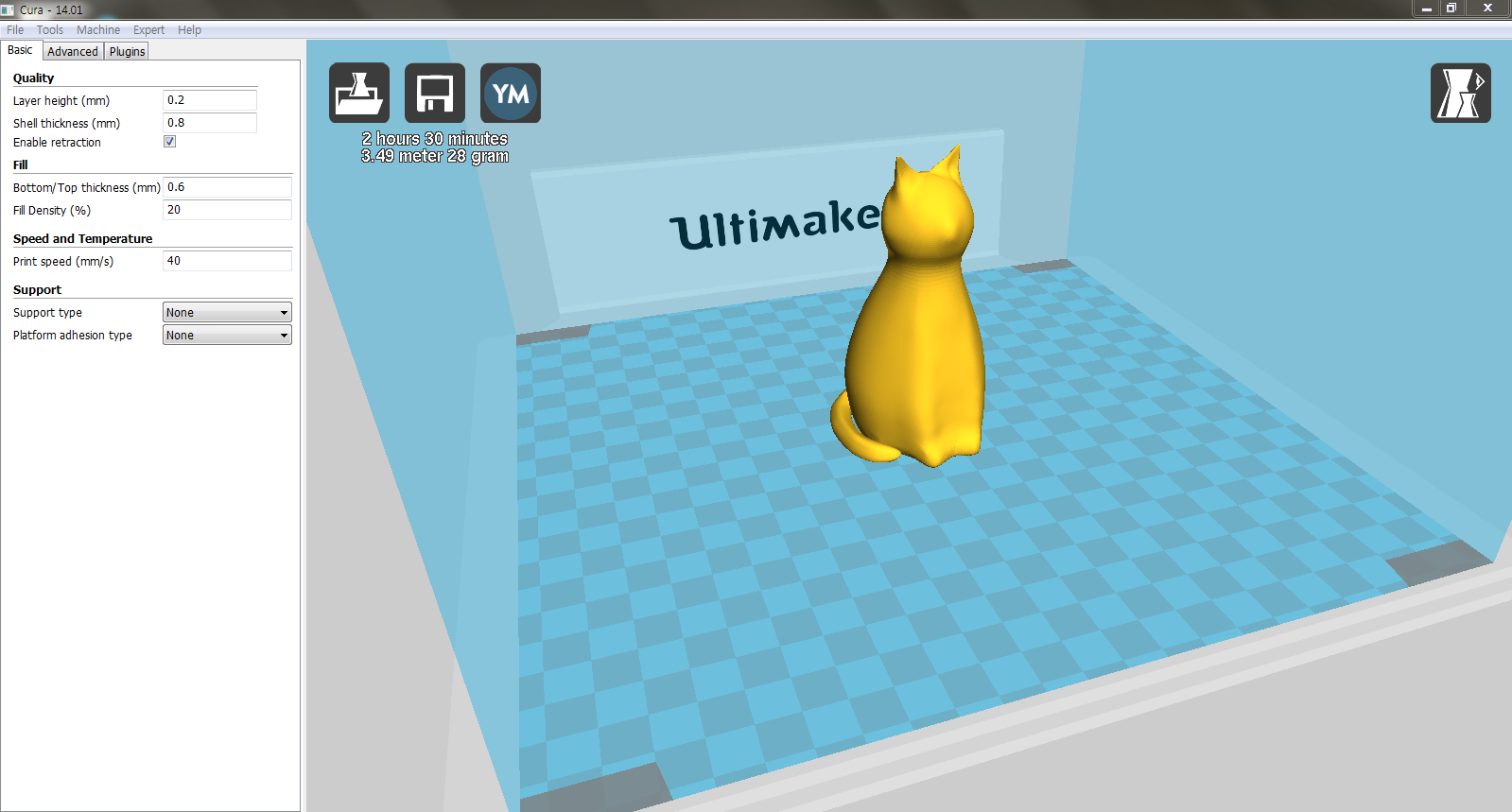
마우스 오른쪽 버튼을 누른 채로 마우스를 움직이면 시야 위치를 바꿀
수 있습니다.
마우스 왼쪽 버튼으로 물체를 클릭한 뒤, 왼쪽 아래의 버튼들을 이용해 크기와 각도를 조절할 수 있습니다.
5. 오버행 확인

오른쪽의 모래시계 모양 버튼을 누른 뒤, Overhang을 선택합니다.

3D 프린터는 아래부터 쌓아나가는
방식이다 보니, 바닥이 없는 형태는 출력할 수 없습니다.
Overhang 기능을 이용하면 이와 같이 3D 프린터가 출력할 수 없는 부분을 빨강색으로
강조해서 보여줍니다.
만약 빨간 부분이 심각하게 넓다면, 서포트
옵션을 켜 주어야 합니다.
6. 서포트 설정
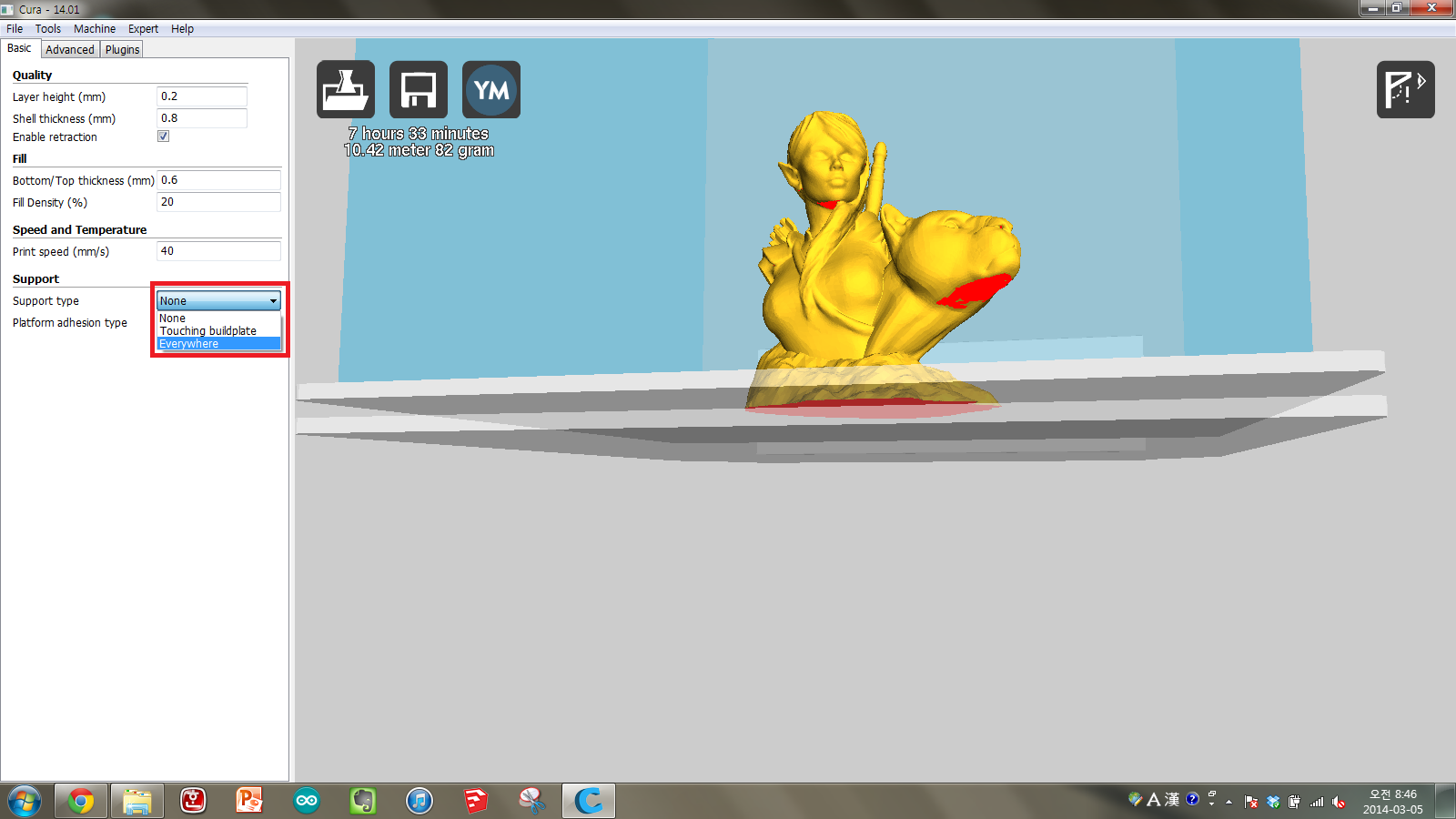
오른쪽에서 Support Type을
선택합니다.
빨간 부분의 넓이가 넓다면, Everywhere을 선택합니다.
빨간 부분의 넓이가 작다면 None을 선택합니다.
서포트를 깔면 공중에 떠 있는 부분을 출력할 수 있지만, 서포트가 출력물과 상당히 강하게 접착되어 있어 서포트를 제거하기가 힘들고, 제거하더라도
흔적이 남아서 출력물 표면이 깔끔하지 않습니다.
웬만하면 모델링 단계에서부터 공중에 뜬 부분이 생기지 않도록 하고(모델을 두 조각으로 나누는 것도 좋은 방법입니다.), 만약 빨간 Overhang의 넓이가 작다면 프린터를 믿고 그냥 출력해 보는 것도 좋습니다.
7. 레이어 확인

오른쪽 위 메뉴에서 Layers를
선택하면 실제 3D 프린터의 노즐이 지나갈 경로를 볼 수 있습니다.
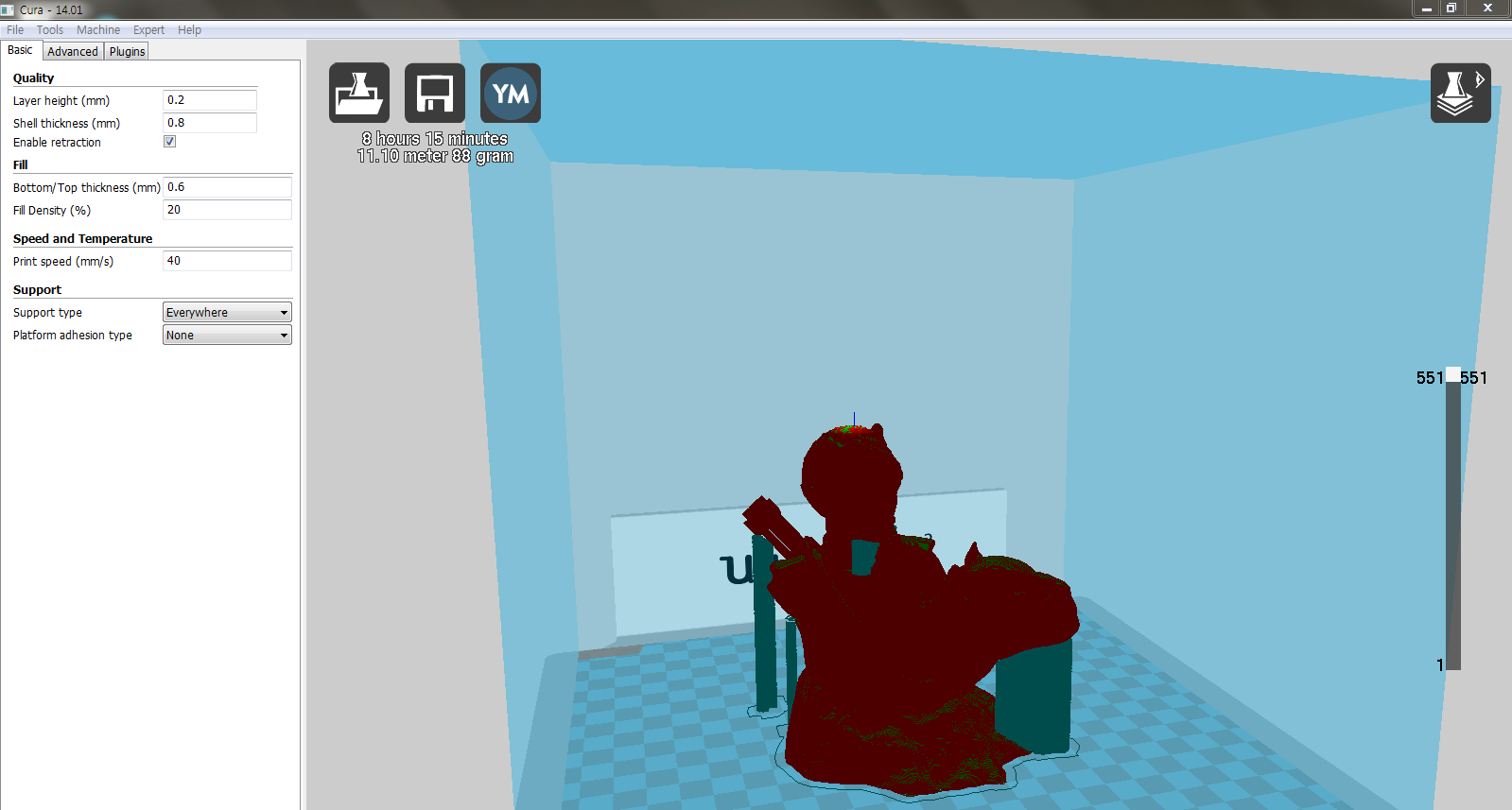
서포트를 켠 경우, Layers 모드에서
서포트를 확인할 수 있습니다.
위 사진에서 하늘색 부분이 서포트입니다.
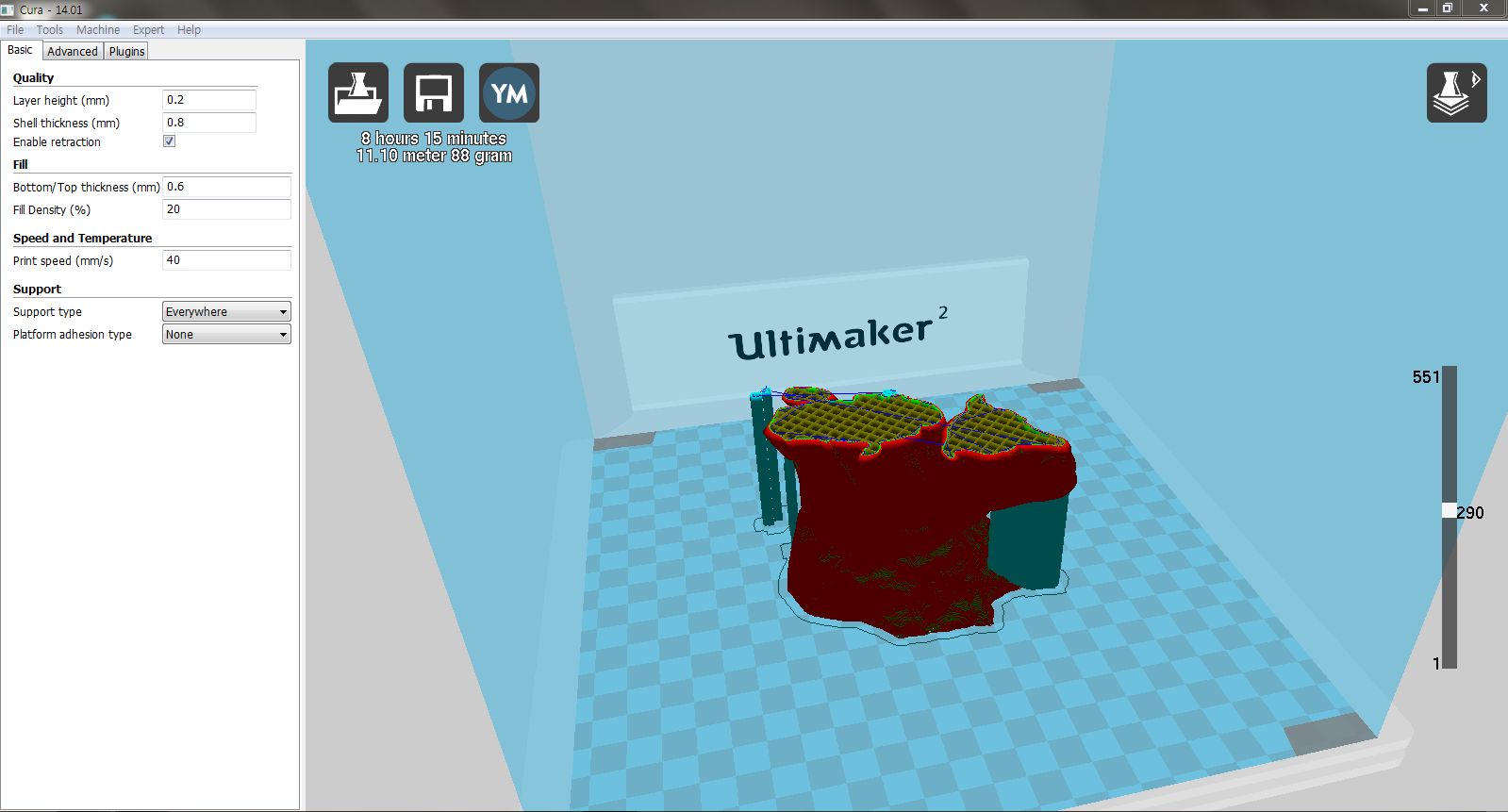
오른쪽의 슬라이더를 조절하면 모델의 단면을 볼 수 있습니다.
내부가 격자 모양으로 채워져 있는 것은 속채움 값에 따라 그 조밀함이
달라집니다.
Layers 모드에서 빨강색은 테두리, 노랑색은 속채움, 하늘색은 서포트를 의미합니다.
출력물의 표면 품질은 테두리의 출력 속도에 따라 결정됩니다.
8. SD 카드에
G-code 저장
3D 프린터가 알아들을 수
있는 언어가 바로 G-code입니다.
Cura는 3D 모델을 해석해 G-code로 변환해줍니다.
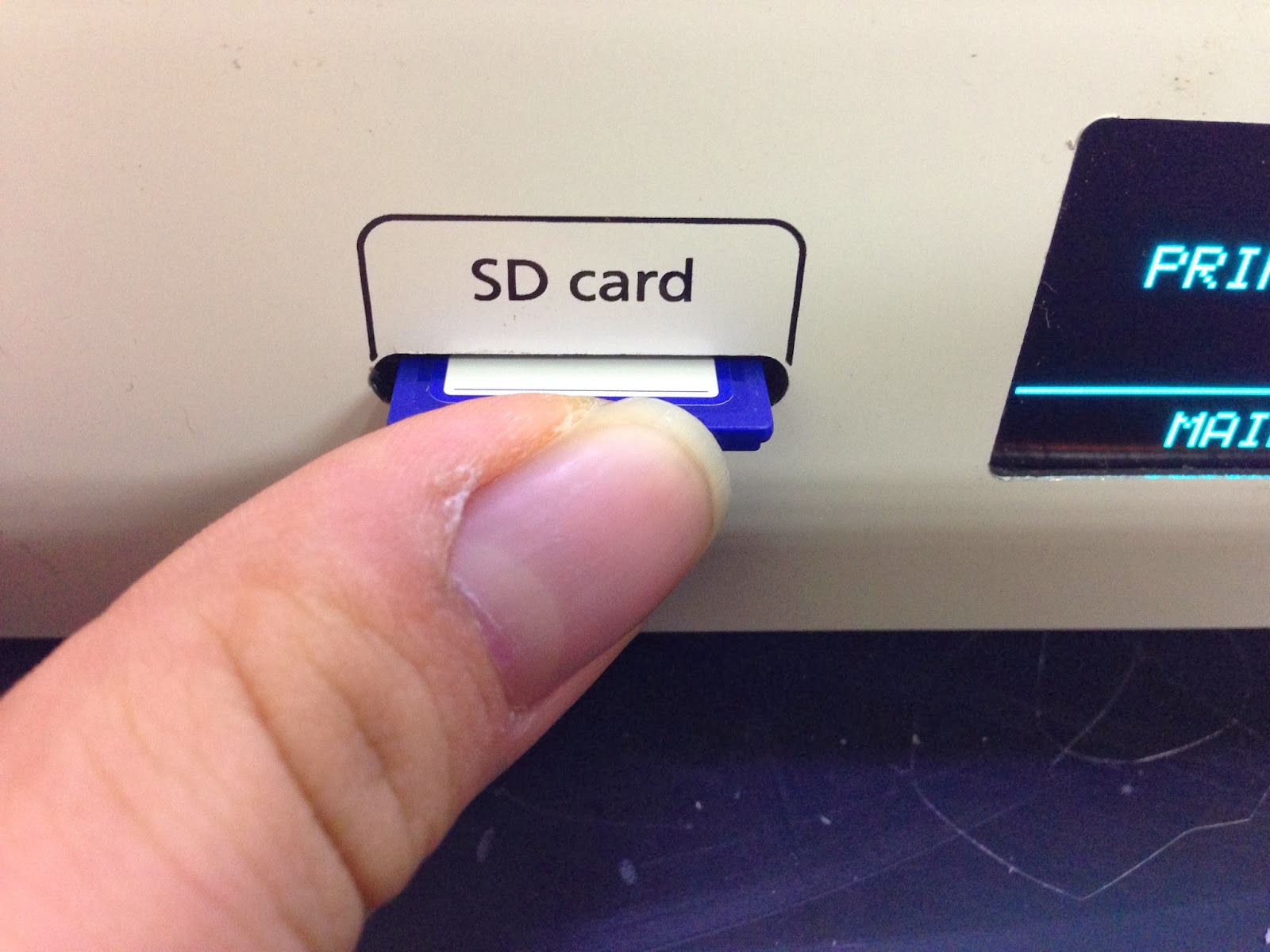
프린터에서 SD카드를 분리합니다.

분리한 SD카드를 컴퓨터에
연결합니다.

SD카드가 컴퓨터에 정상적으로
연결되면 Cura에서 SD카드에 G-code 저장 기능이 활성화됩니다.
이 버튼을 눌러주면

이와 같이 G-code가
저장되었다는 알림이 나타납니다.
이 때, 저장된 G-code의 이름을 기억합니다.
이 상태에서 SD카드 제거
버튼을 누르고 컴퓨터에서 SD카드를 제거한 뒤, SD 카드를
다시 프린터에 넣어줍니다.
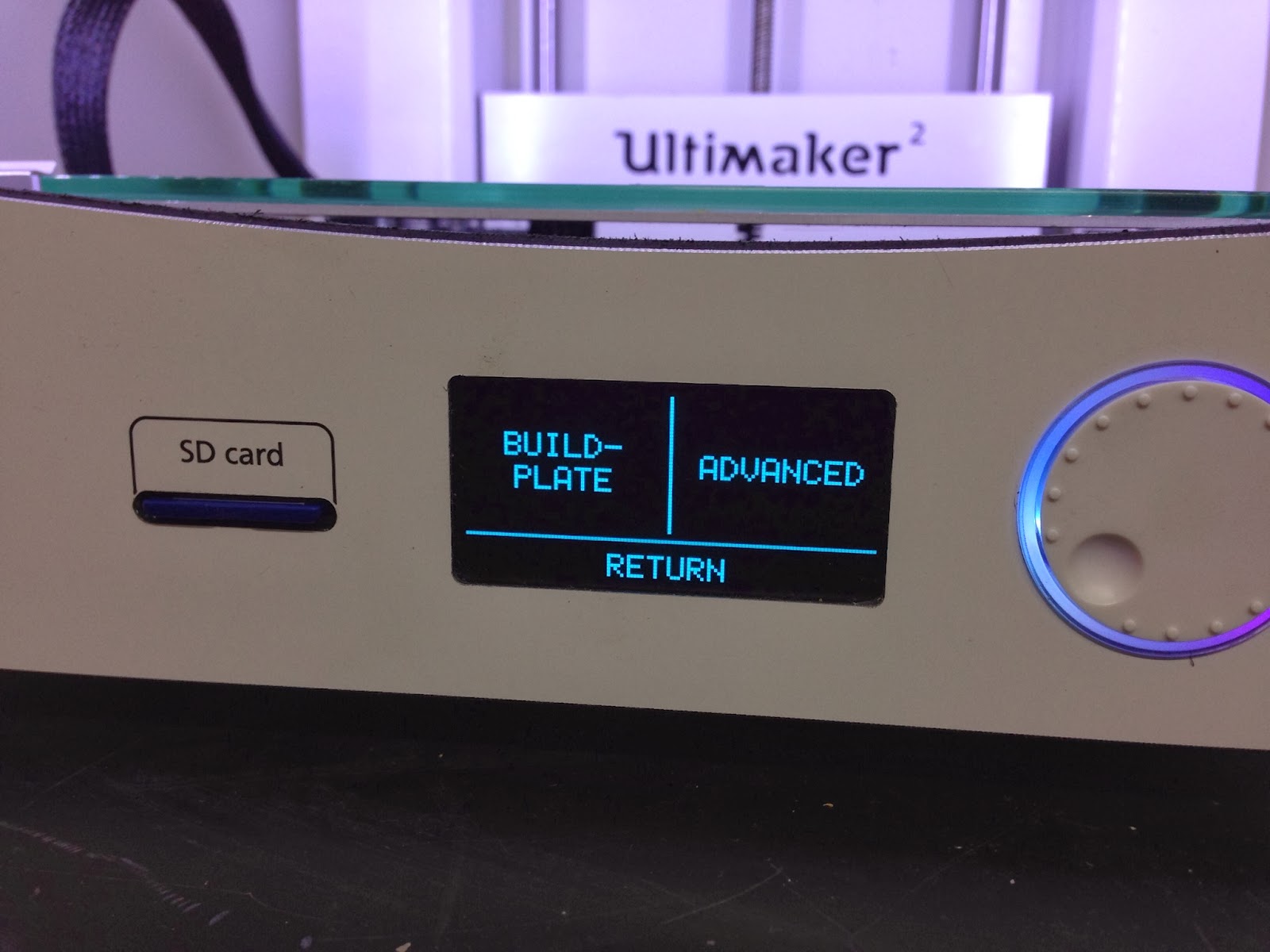
9. 출력
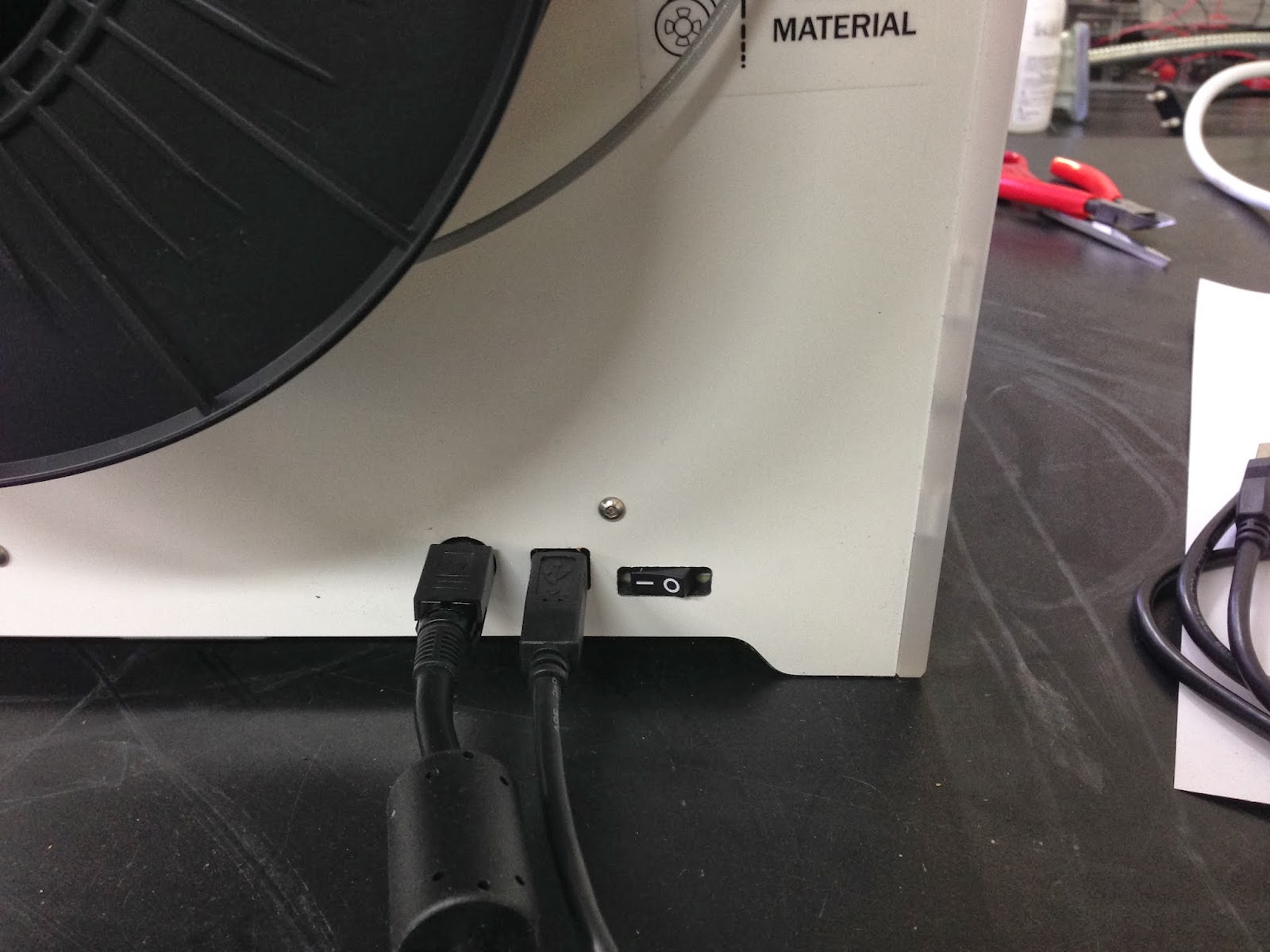
프린터 뒷면의 전원 스위치를 켭니다.

우측의 조그 셔틀을 돌려 ‘PRINT’를
선택하고, 조그 셔틀을 눌러 출력모드로 진입합니다.

조그 셔틀을 돌려 방금 기억해 놓은
G-code 파일의 이름을 찾은 뒤, 조그 셔틀을 누르면 프린터가 출력을 시작합니다.
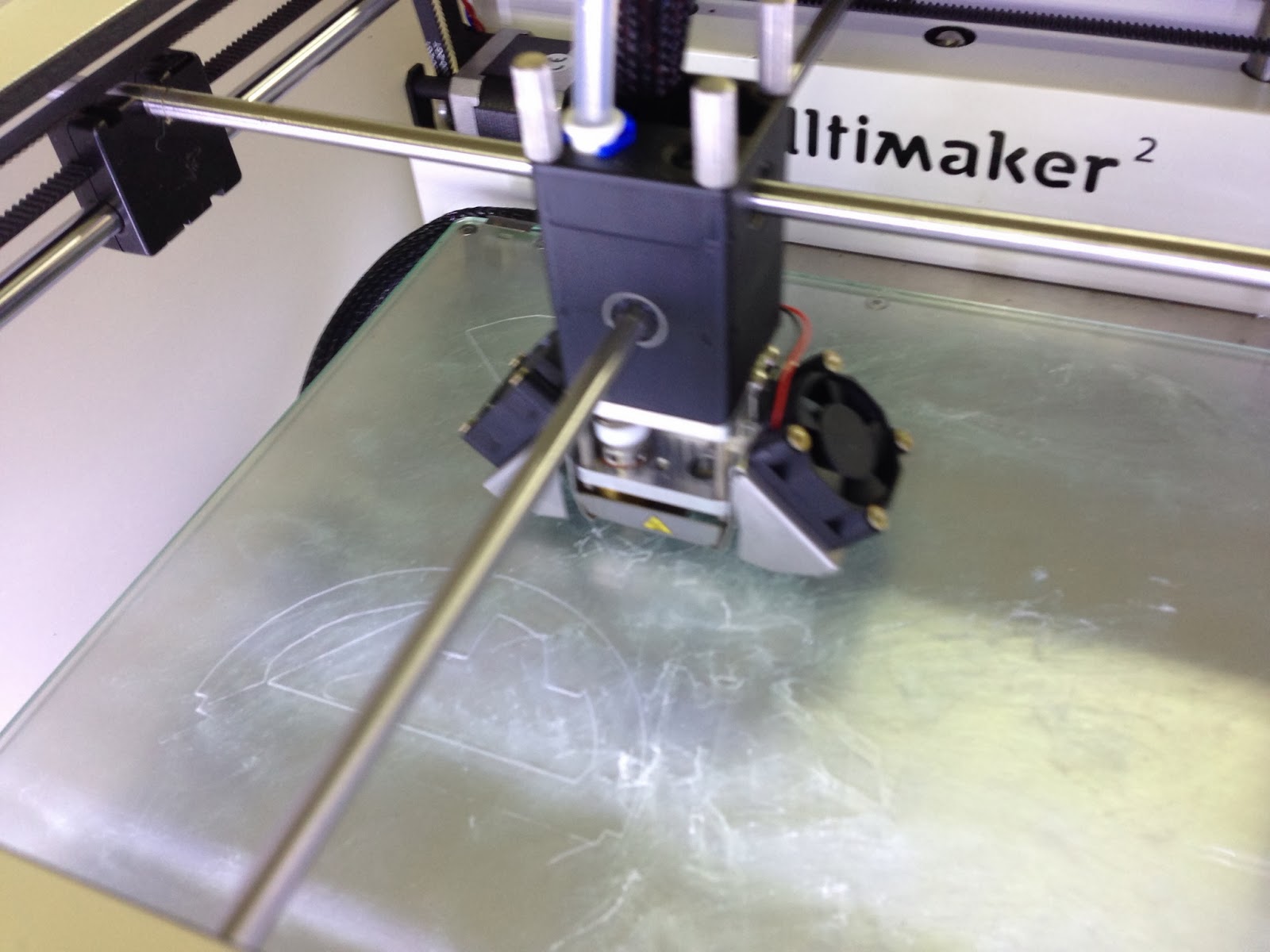
노즐과 베드가 가열될 동안 기다린 후,
출력이 시작되면 첫 번째 레이어가 바닥에 잘 달라붙는지 확인합니다. 첫 번째 레이어가 출력된
이후에는 프린터를 지켜보지 않아도 됩니다. 다른 일을 보고 돌아오면 잘 출력되어 있을 것입니다.
만약 출력 과정에서 문제가 있다면 아래 주소로 연락해 주세요.
13-133 조정민
wakalics@gmail.com