풀리-낚싯줄 구조가 저렴하고 가벼우며 정밀도도 높지만, 제 실력의 한계인건지 낚싯줄이 풀리에 정확하게 감기지 않아서 타이밍 풀리와 타이밍 벨트로 교체했습니다.
이렇게 하면 비용이 확 상승하니 제작하는 여러분은 가급적이면 풀리-낚싯줄 구조를 사용하시기 바랍니다.
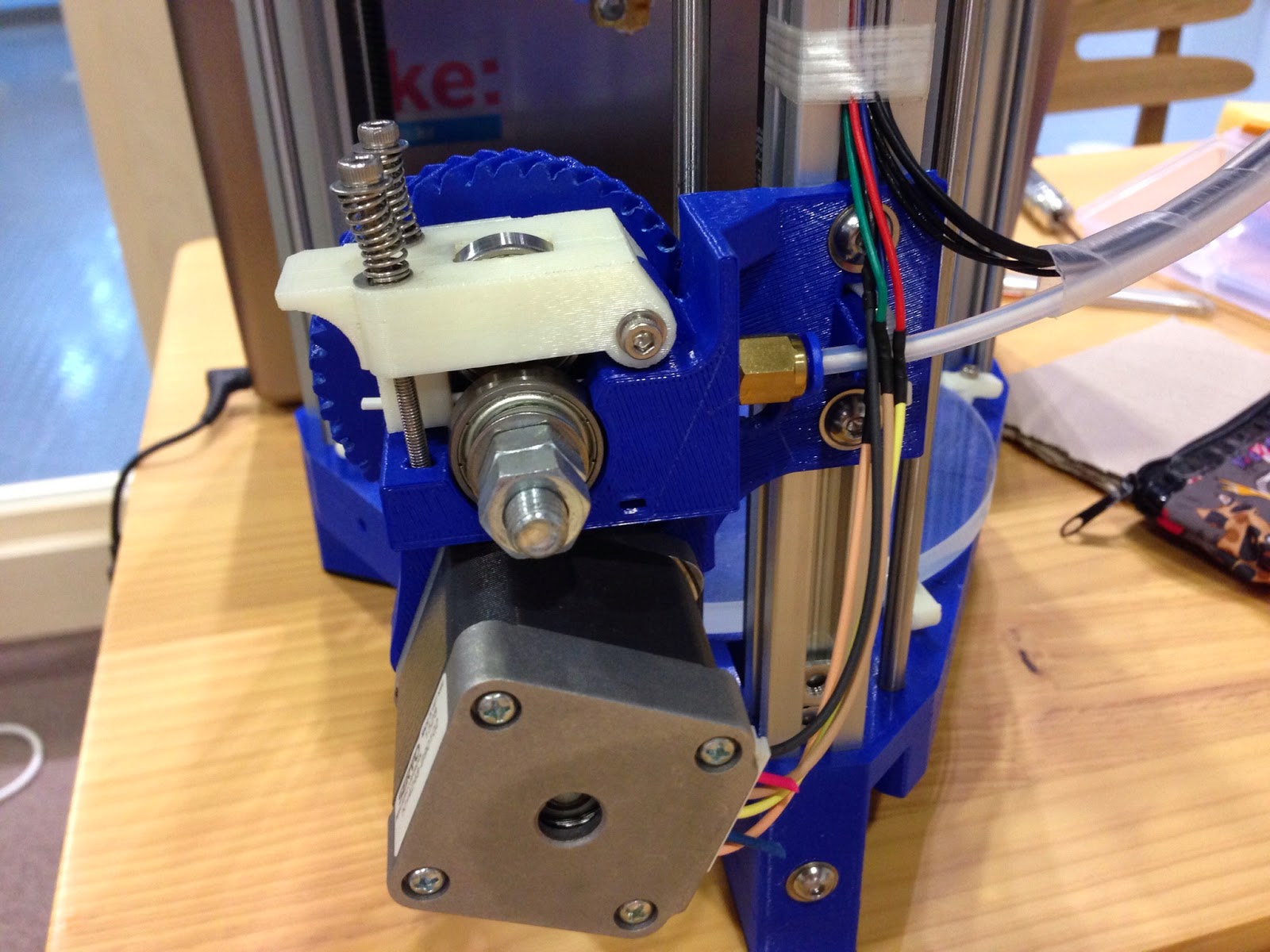
모터에 연결된 풀리를 RUMBA보드 세트에 동봉되어 있던 20T GT2 알루미늄 풀리로 교체했습니다.

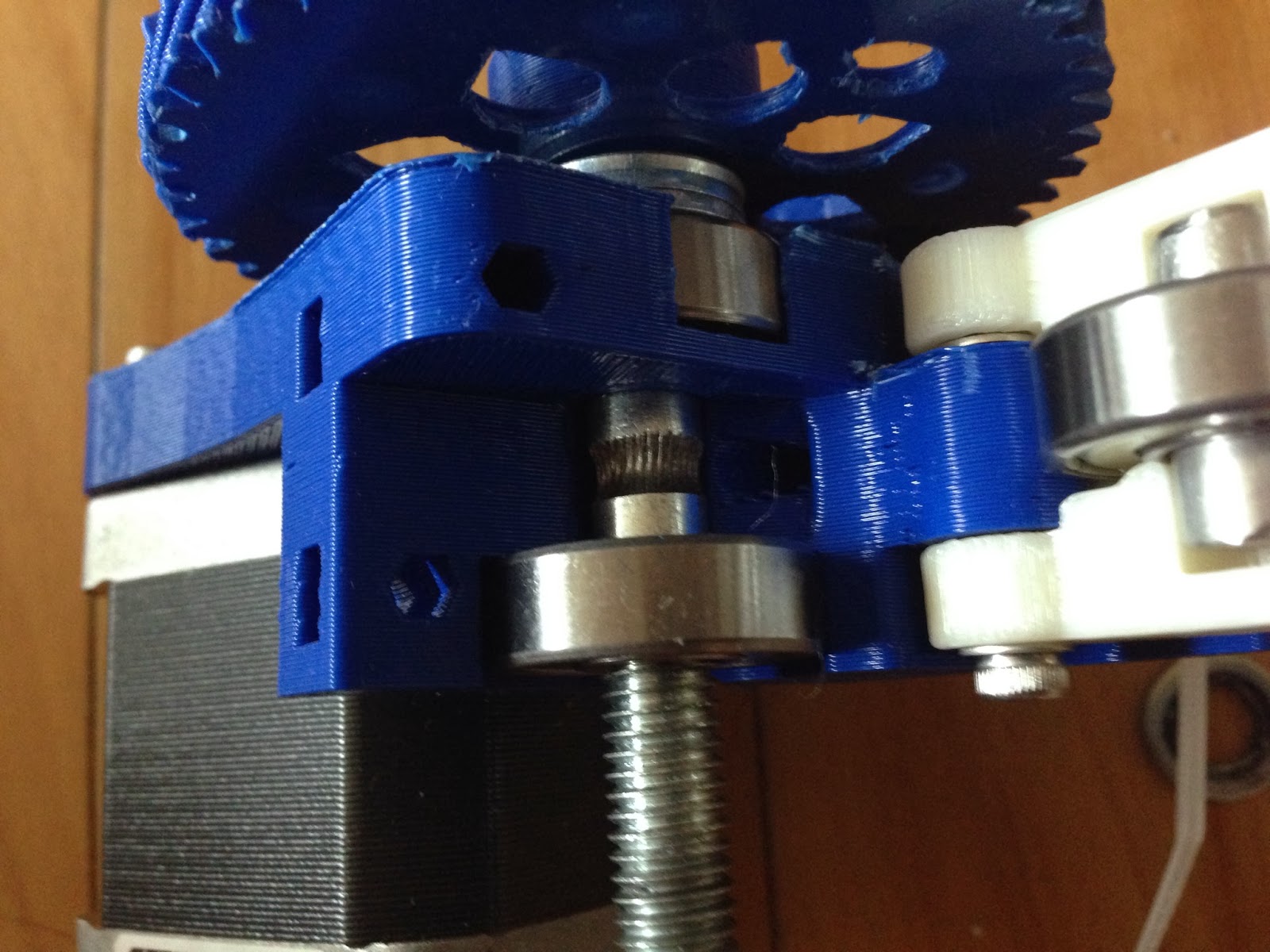
미스미에서 FL685ZZ 플랜지 베어링을 구입해
벨트가 베어링 바깥으로 밀려나는 것을 막았습니다.

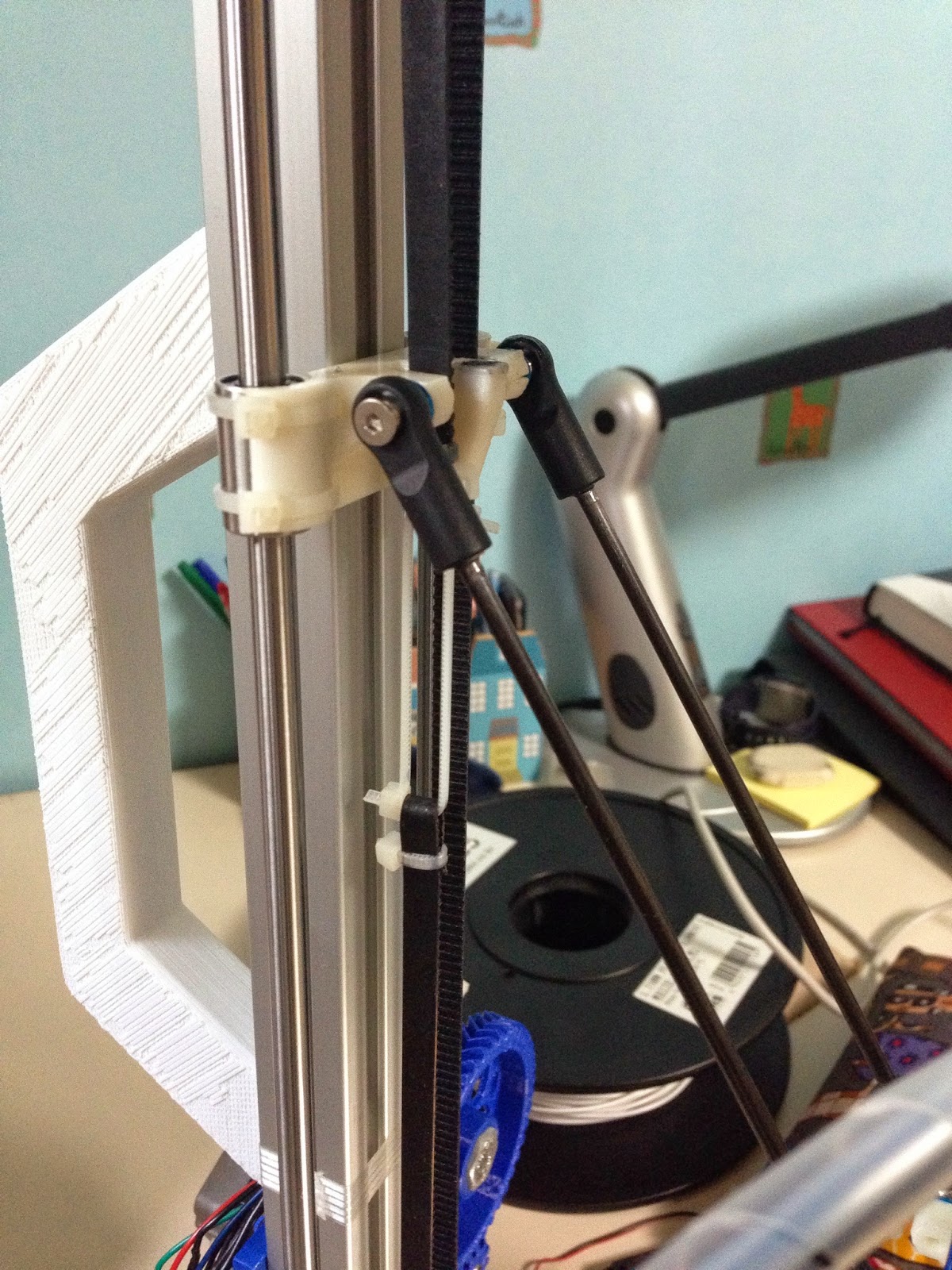
케이블 타이를 이용해 벨트의 장력을 조절하고, Carriage와 벨트를 고정했습니다.
다음은 익스트루더 제작입니다.
Reprap 3DR은 Wade's Geared Extruder를 변형한 Greg Frost's Hinged Accessible Extruder를 보우덴 방식 (피더와 노즐이 서로 떨어져 있고, 테플론 튜브로 연결되어 있는 구조) 에 맞게 변형한 익스트루더를 사용합니다. 한국어로 된 설명중에는 Greg Frost's Hinged Accessible Extruder 의 제작방법에 대한 자세한 설명이 없어서 이 참에 자세히 설명하겠습니다.
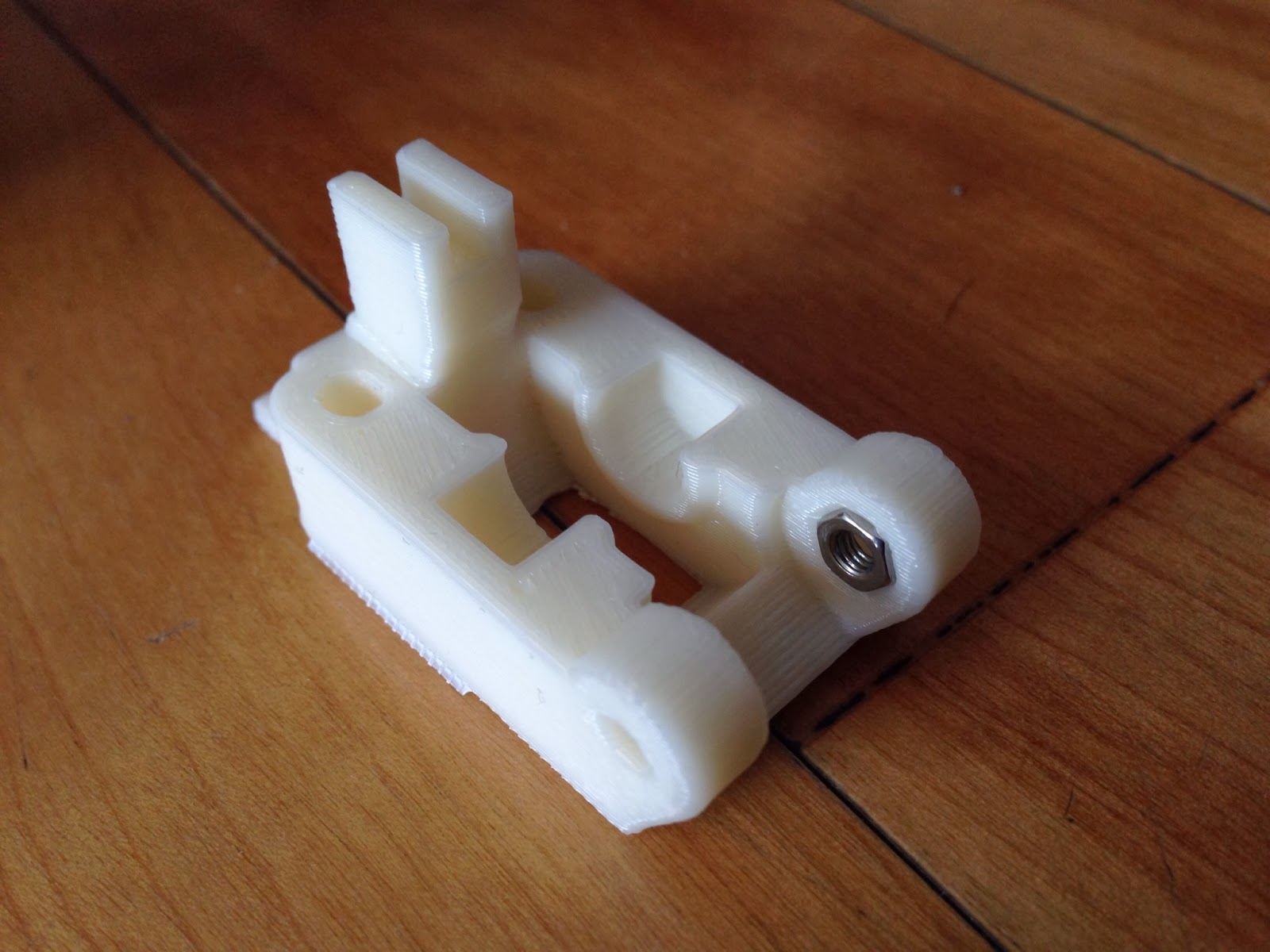
먼저, Idler의 Hinge 부분에 너트를 끼워넣어줍니다. 힘으로는 잘 들어가지 않으니 자리르 잘 맞추어 놓고 반대편에서 볼트를 넣어 조이면 쉽게 넣을 수 있습니다.

직경 8mm의 환봉이나 M8 전산볼트를 Idler의 홈 길이에 맞추어 자르고, 608 베어링에 관통시킵니다.
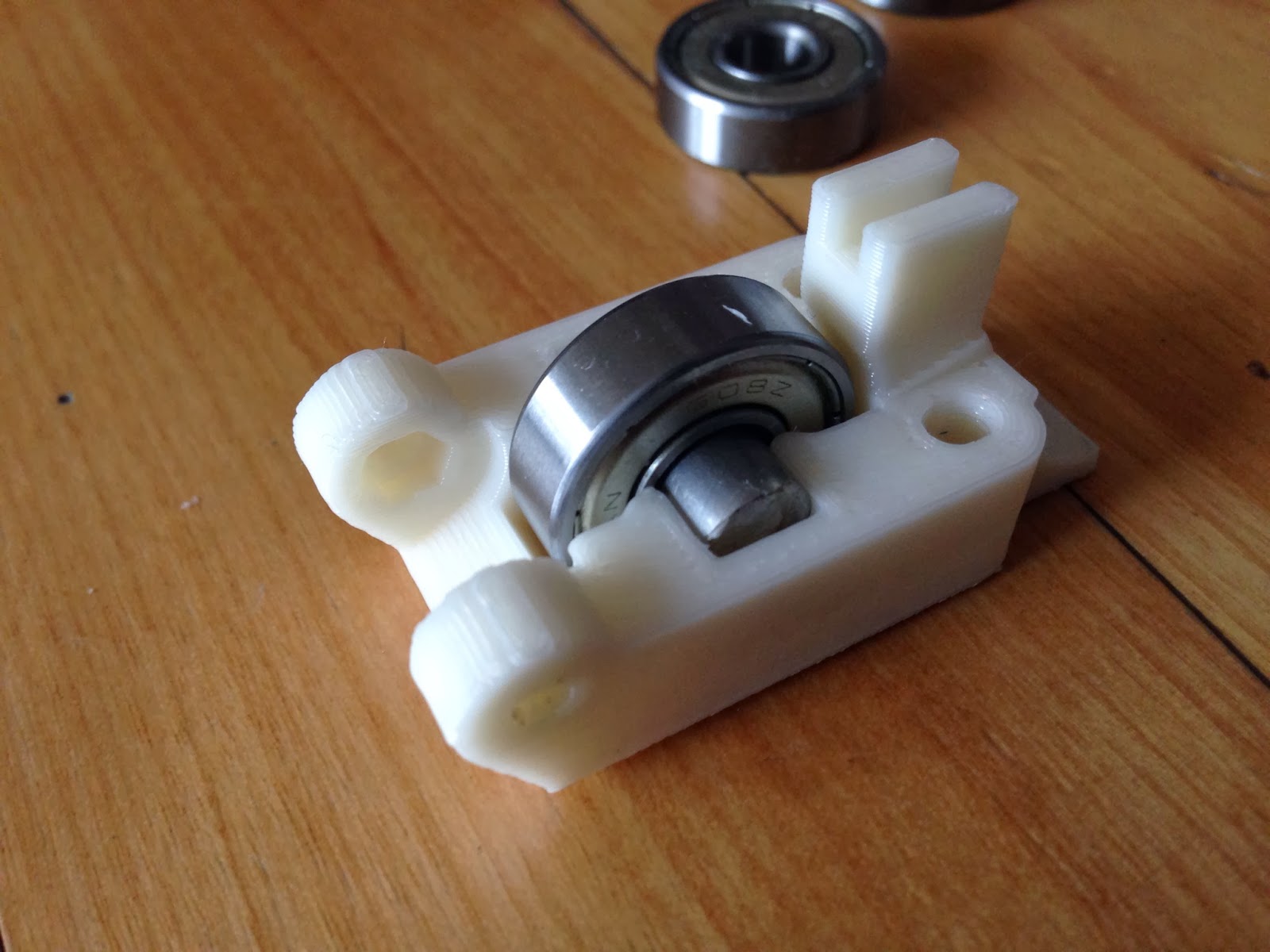
이걸 그대로 Idler 부품에 끼워넣습니다. 베어링에 힘을 주지 말고, 중심 축부분을 눌러 끼워 넣으면 툭 소리와 함께 단단히 고정됩니다.
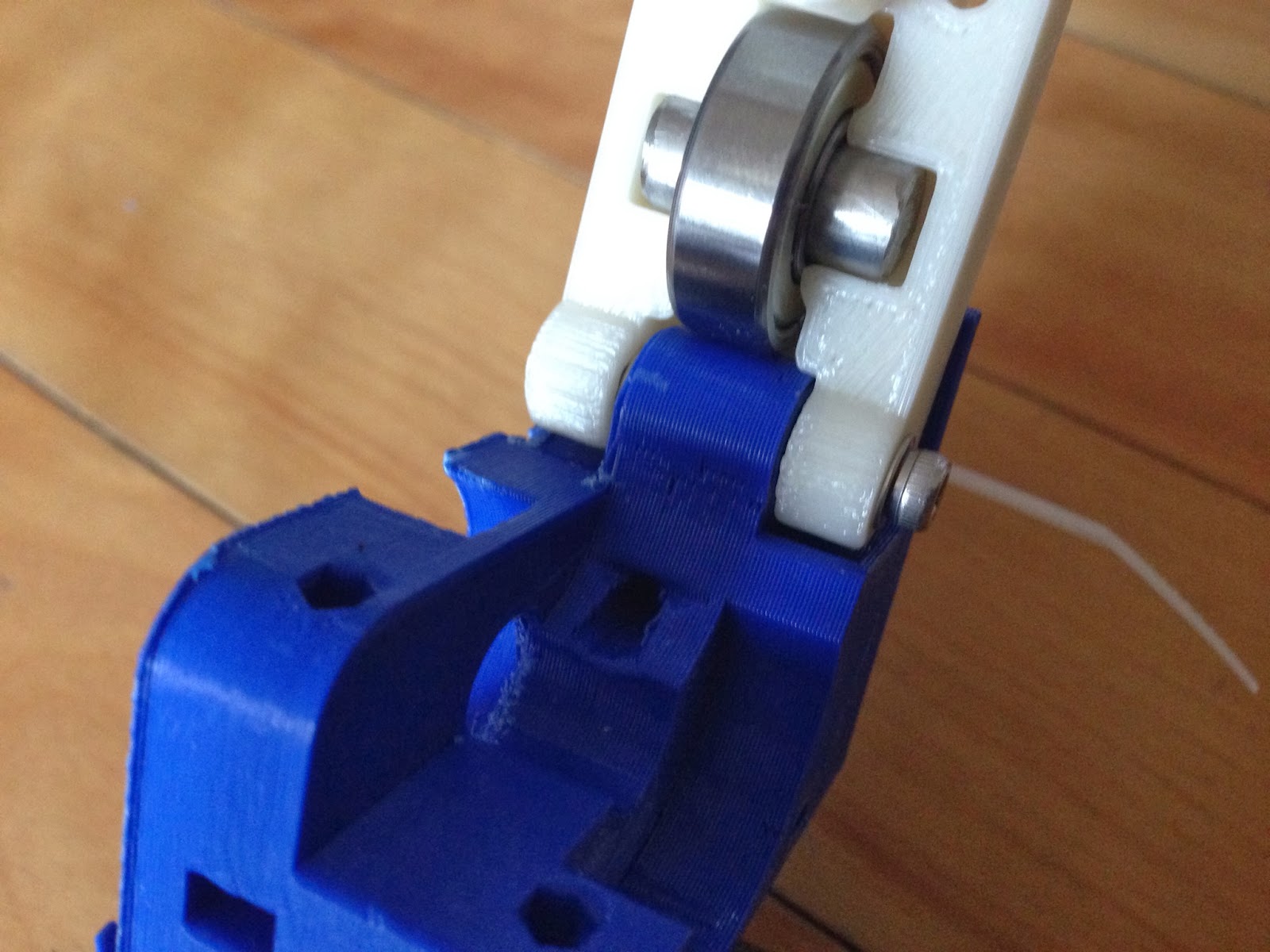
Extruder 본체에 Idler를 M3 볼트를 이용해 연결합니다.
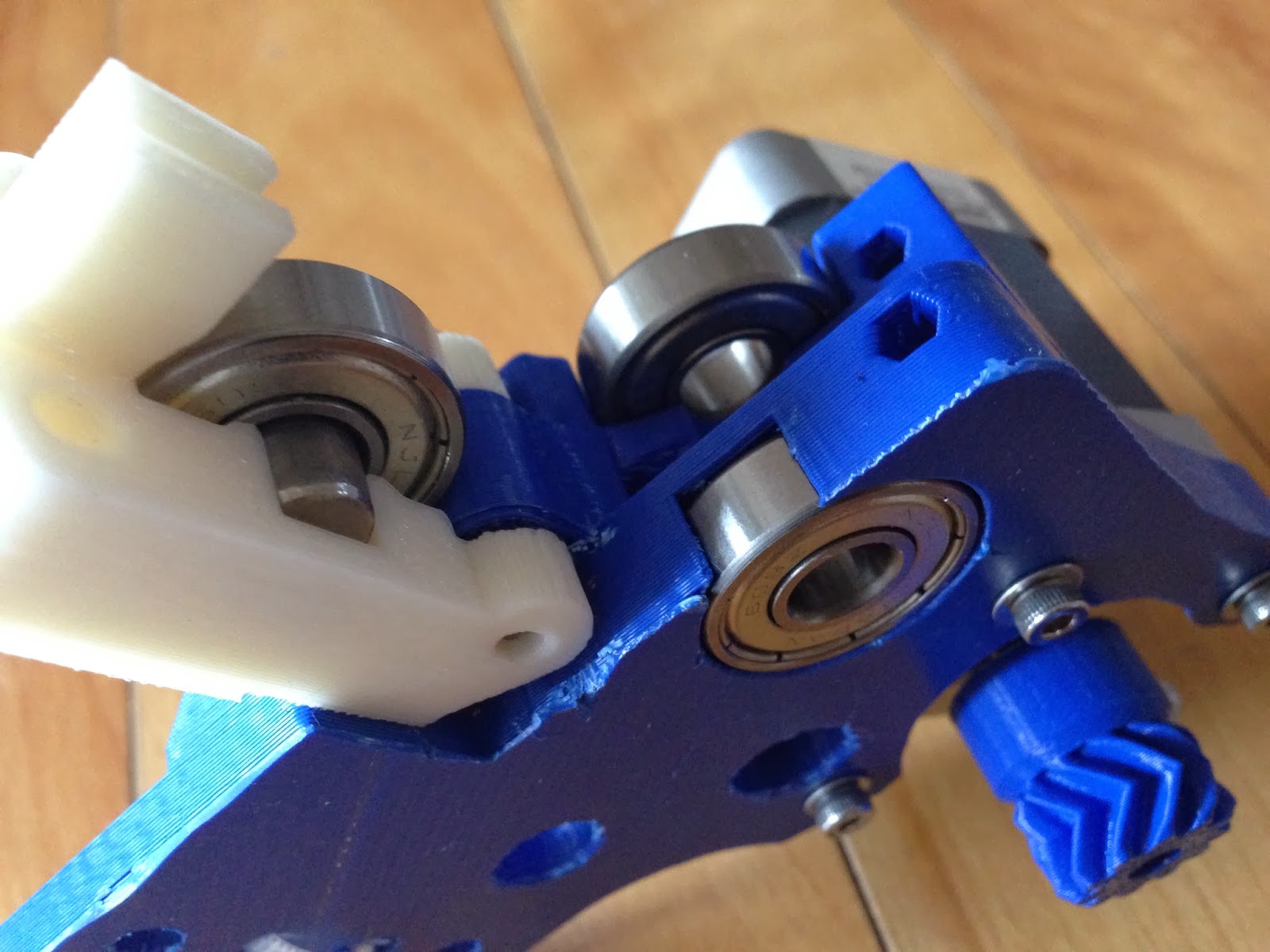
익스트루더 본체에 608 베어링 2개를 끼웁니다. 단단히 고정되지 않아도 상관없습니다.

Hobbed Bolt를 준비합니다. 저는 Hobbed Bolt를 이베이에서 주문했지만, 공구만 있다면 어렵지 않게 만들 수 있습니다. 자세한 제작 방법은 이곳을 참고합니다.

큰 기어를 Hobbed Bolt의 육각형 머리에 딱 맞도록 끼웁니다. 만약 사이에 틈이 있다면 볼트 머리에 테이프를 감아 딱 맞도록 크기를 조절합니다.
Hobbed Bolt의 톱니 부분이 Extruder의 중앙에 위치하도록 기어와 베어링 사이에 와셔를 넣어 조절합니다.
간격이 적당히 조절되었다면 M8 나일론 너트나 M8 너트 2개를 이용해 풀리지 않도록 조여줍니다.
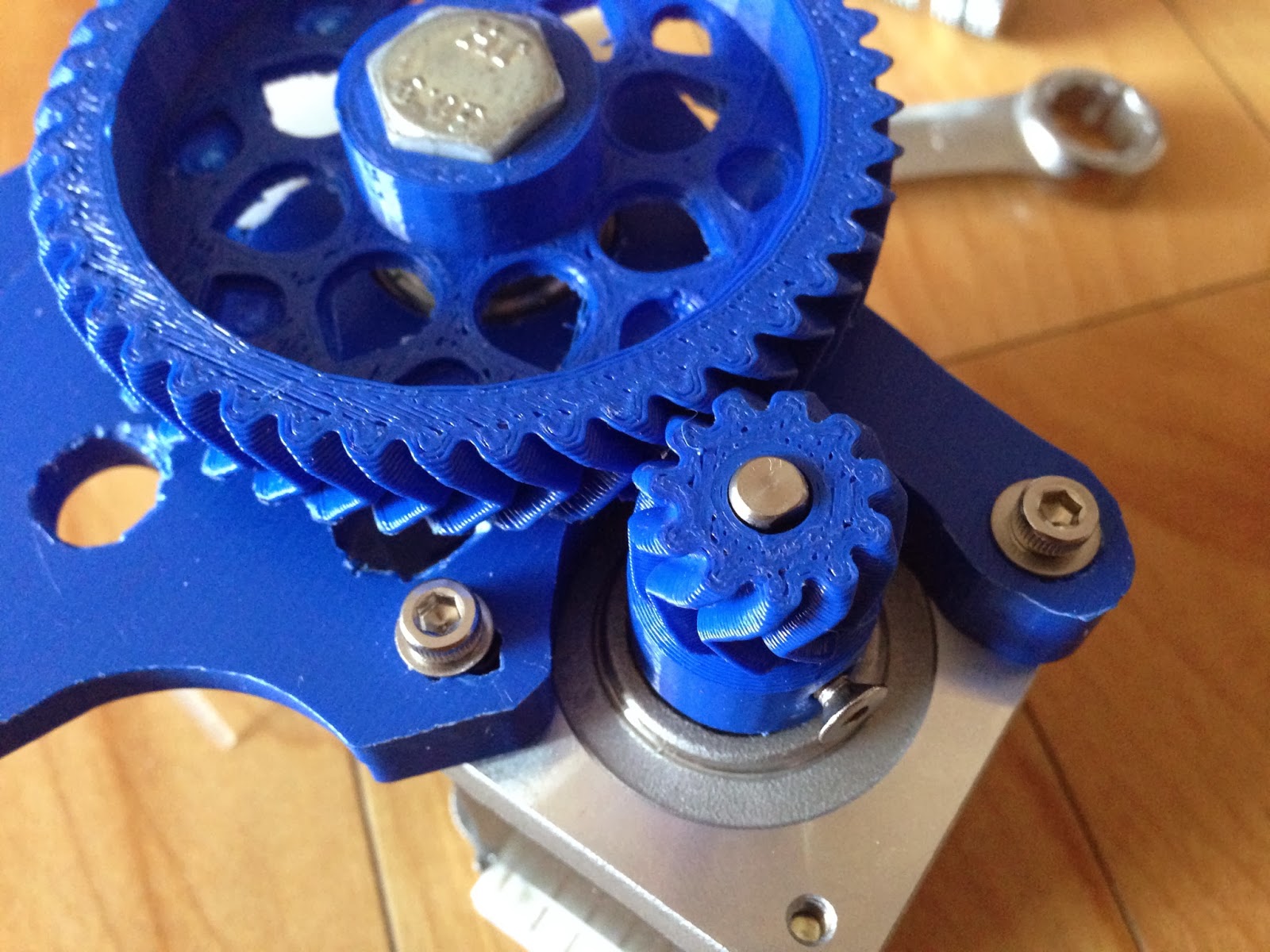
모터와 작은 기어를 연결하고, 기어가 부드럽게 맞물리면서도 유격이 적게 모터의 위치를 조절합니다.
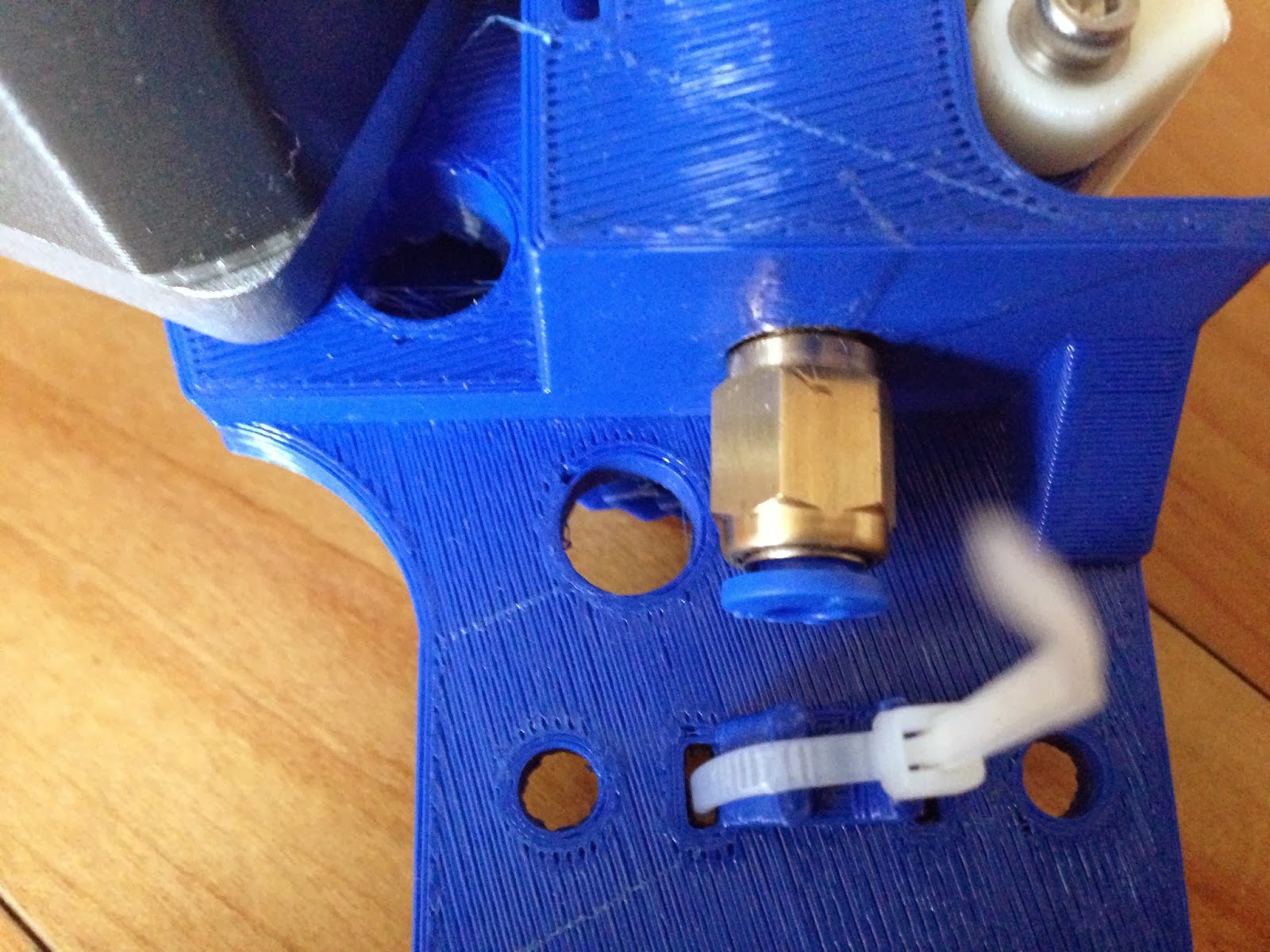
다음으로는 테플론 튜브를 잡아줄 휘팅을 연결해야 합니다. 원래 1/8" 휘팅을 사용해야 하는데, 저는 M5 휘팅을 구입하는 바람에 출력물과 휘팅의 나사산이 결합되지 않았습니다.
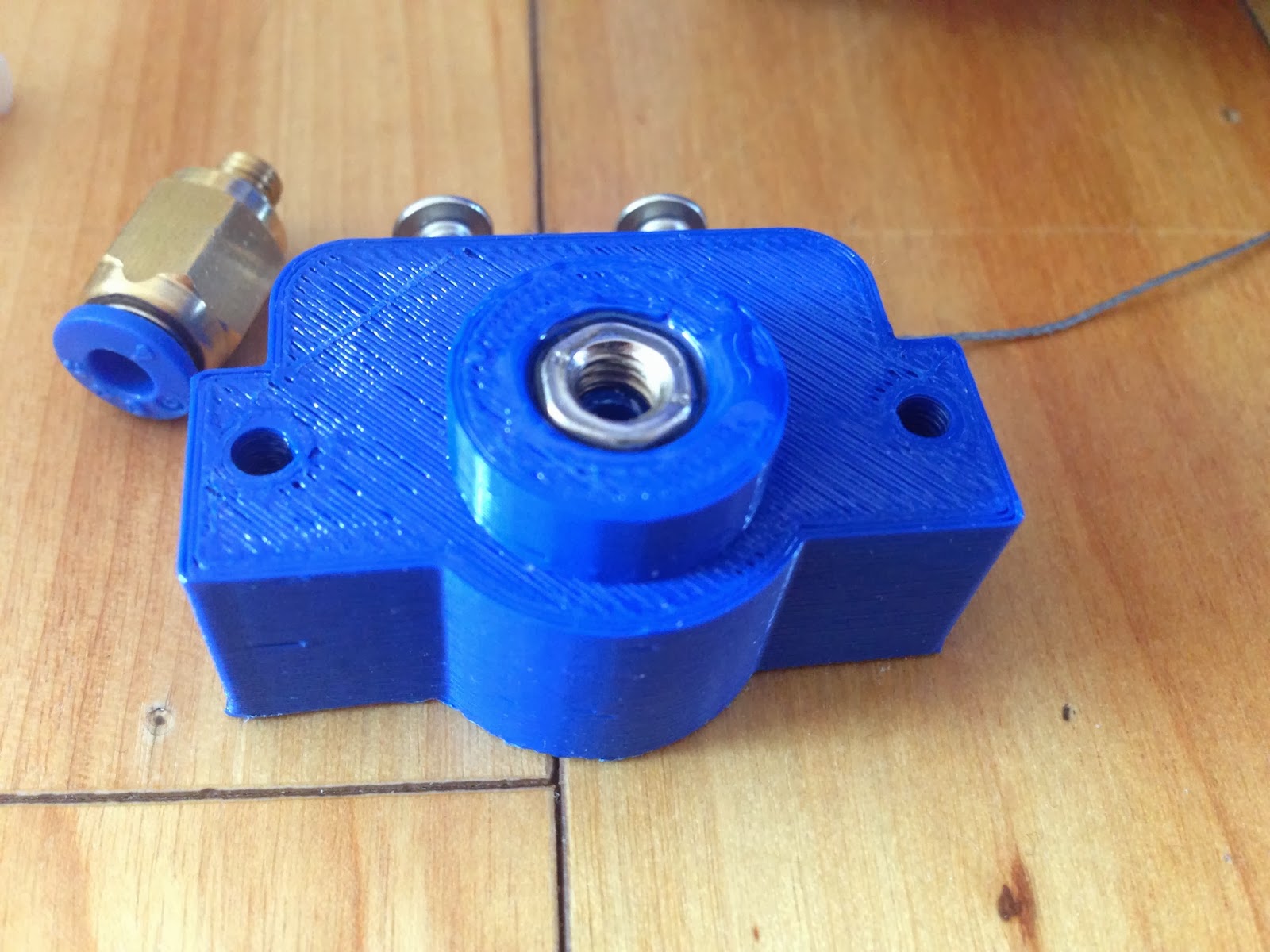
그래서 M5 너트를 에폭시로 접착하고, 휘팅을 연결하였습니다.
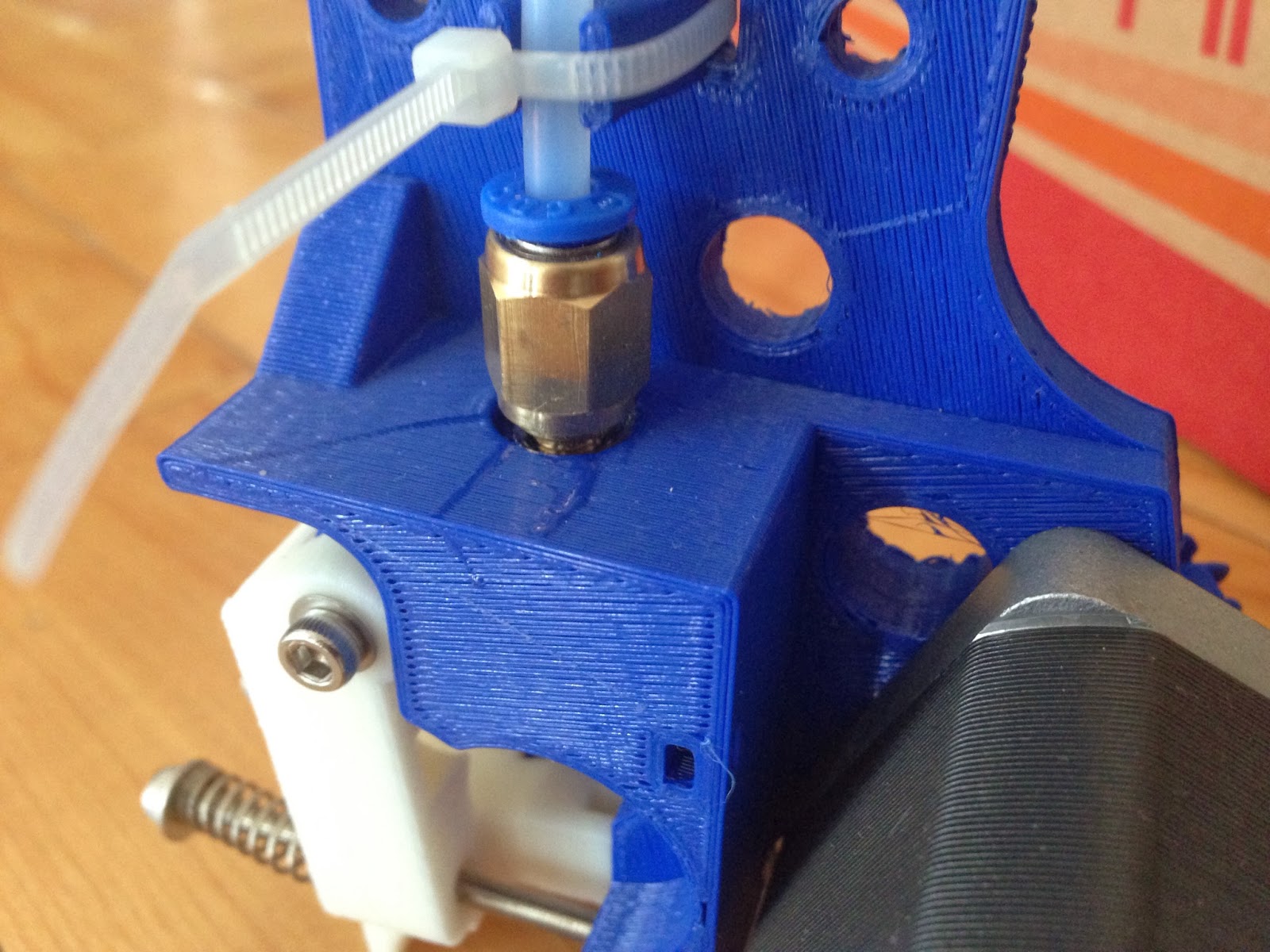
휘팅을 연결한 다음에는 테플론 튜브를 연결합니다.
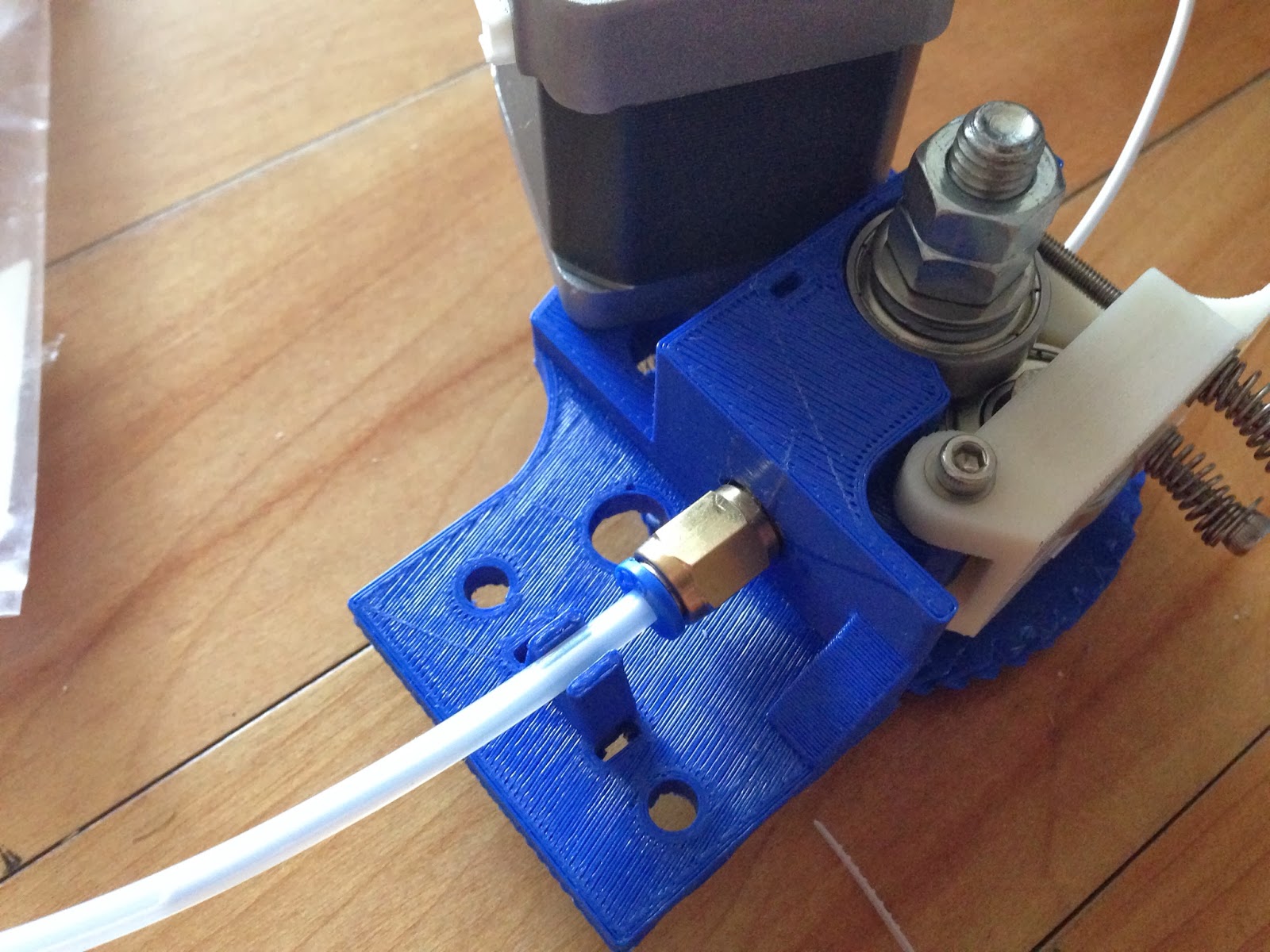
이렇게 익스트루더가 완성되었습니다.
다음으론 배선 작업입니다.
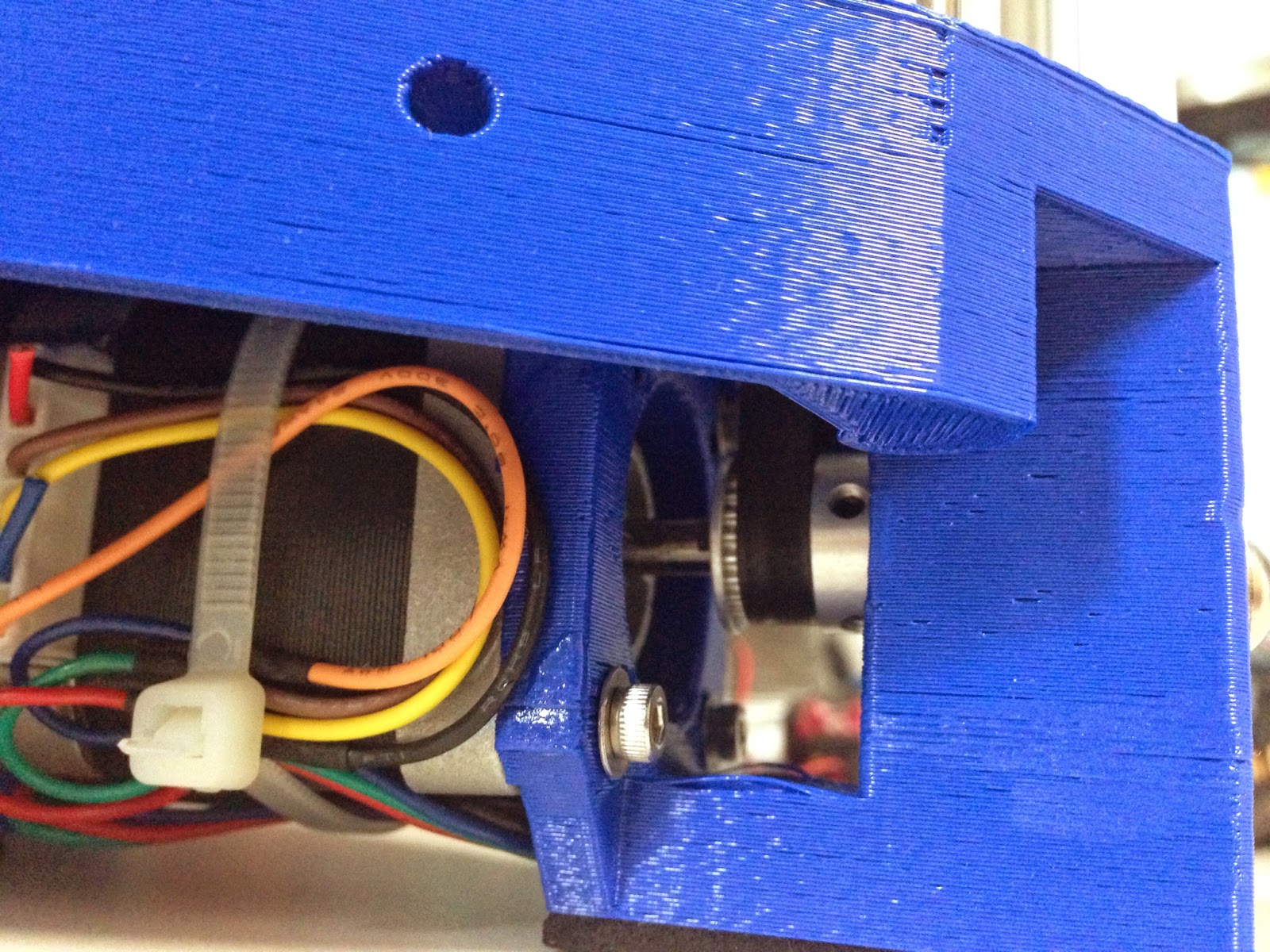
Reprap 3DR은 보드가 위에 장착되고, 모터는 아래에 장착되는 구조입니다. 그렇기 때문에 모터 선을 위로 연결해야 하는데, 이걸 그냥 배선하면 프린터의 멋이 떨어집니다.
장점이 '멋지다' 뿐인 델타가, 전선이 치렁치렁 매달려 있어서 되겠습니까? 제작자도 이 점을 유념했는지, 전선을 프로파일 속으로 넣을 수 있도록 설계했습니다.
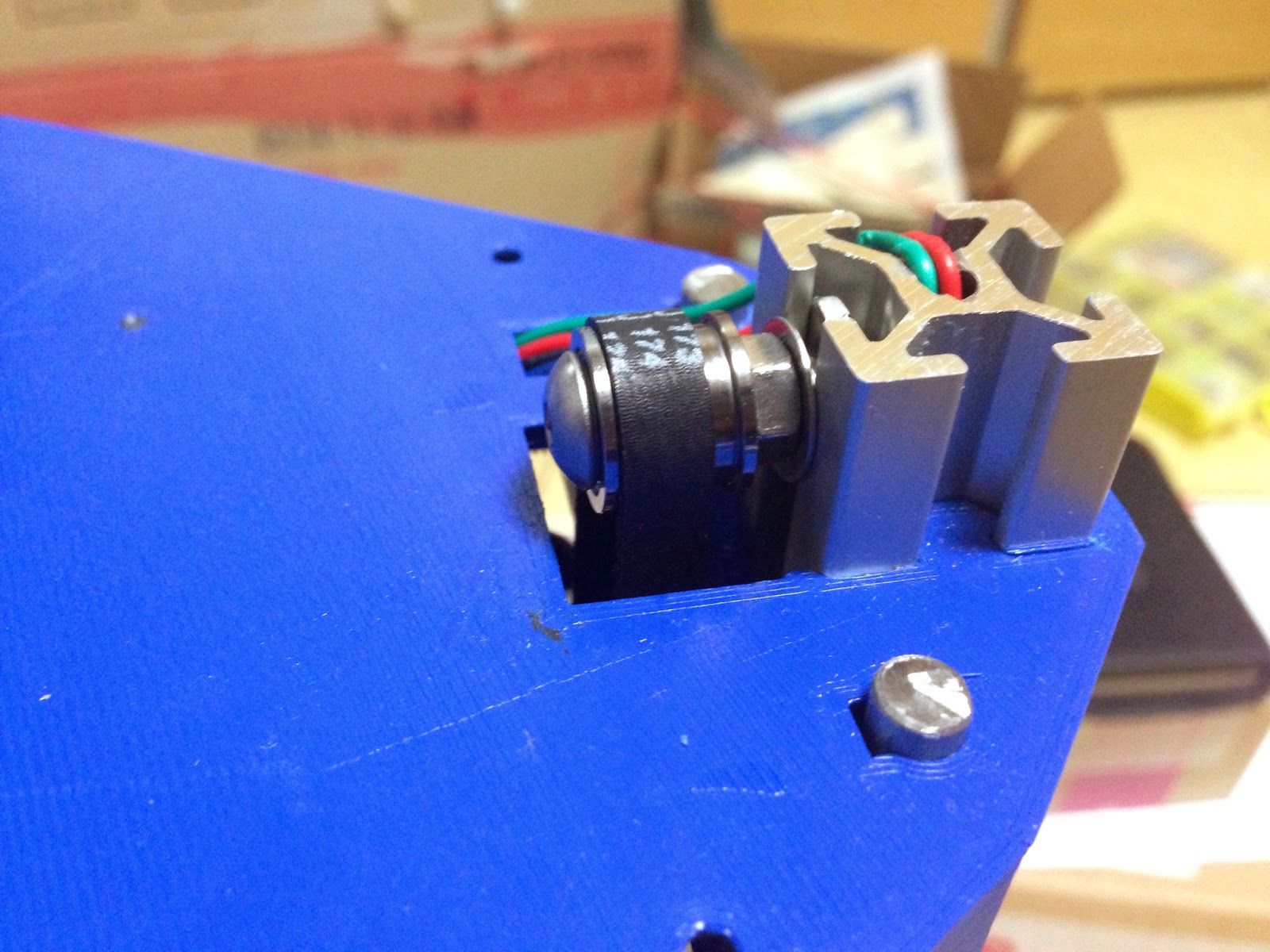
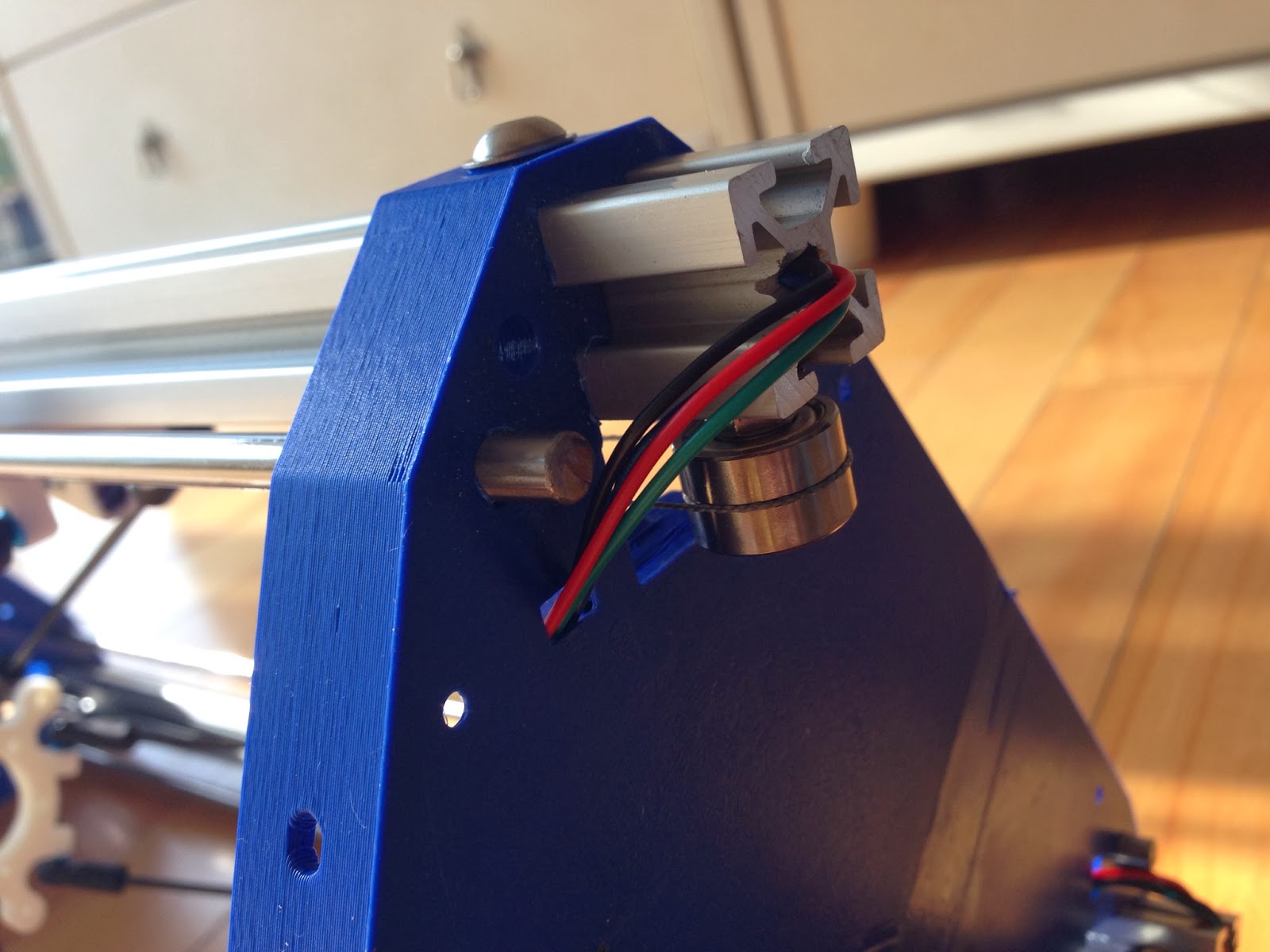
사실, 프로파일을 장착하기 전에 프로파일을 약간 갈아내야 합니다. 어떻게 갈아내는지는 제작자의 블로그를 참고해 주세요.
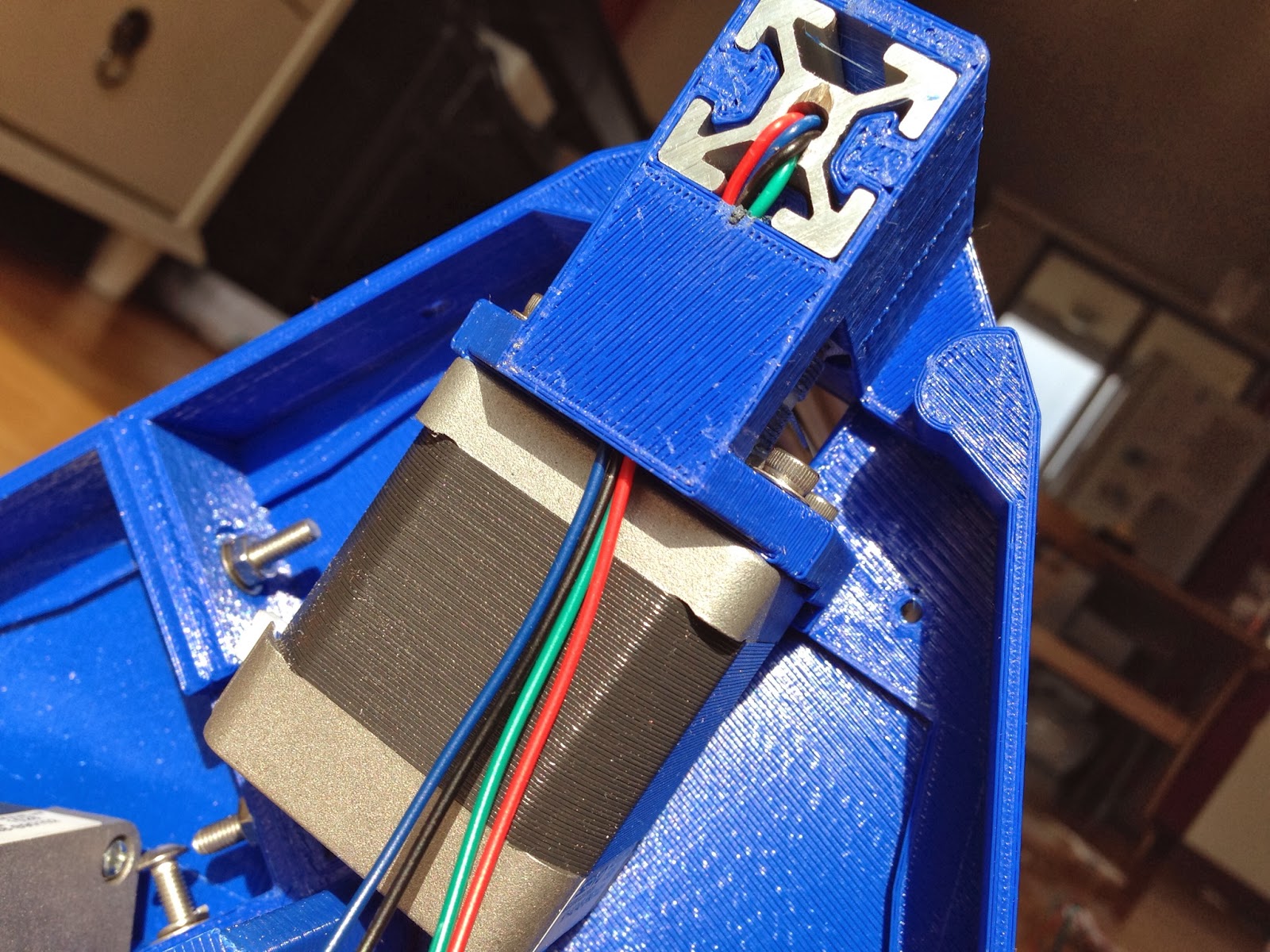
갈아낸 틈으로 모터 선을 통과시킵니다.
그 다음, 위로 나온 선을 뽑아 왼쪽의 구멍으로 통과시킵니다.
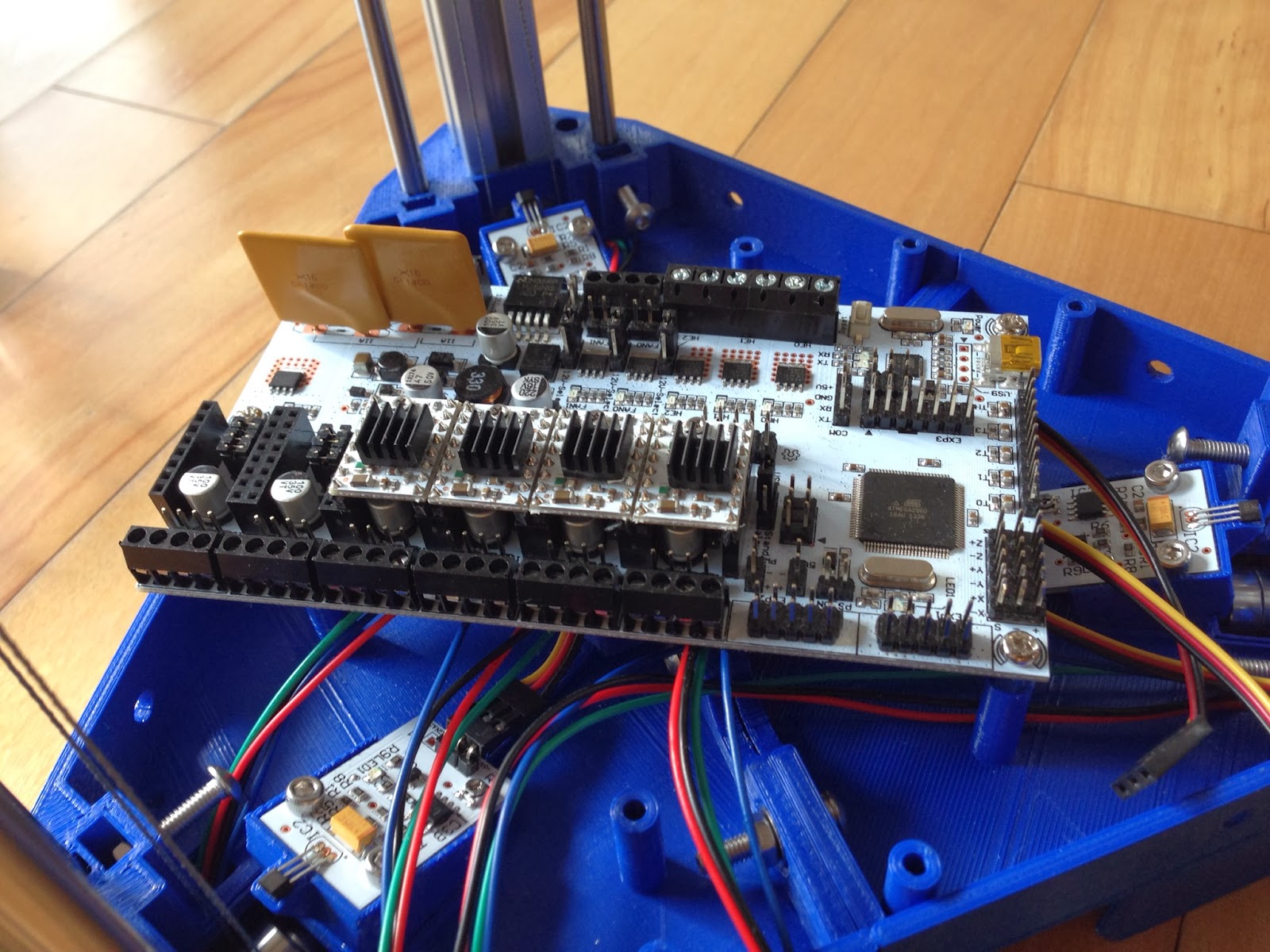
구멍으로 통과된 선을 보드에 연결하면 됩니다.
보드가 연결되는 기둥의 구멍이 조금 낮고, M3 볼트가 헐렁하게 박혀서 서포트를 접착제로 고정해 주었습니다.
자세한 배선 방법은 제작자의 글에 잘 설명되어 있습니다. 이 부분은 이미 잘 되어 있으니 제가 굳이 한번 더 설명할 필요는 없을 것 같습니다.
노즐에서 나온 선은 보우덴 튜브와 함께 모아 하나로 감싸주고, 익스트루더 모터 선과 함께 프로파일의 틈을 통해 보드에 연결합니다 이렇게 하면 외부로 드러나는 선 어뵤이 배선이 가능합니다.

노즐은 이번에도 역시 J-Head Nozzle을 이용합니다. 이베이에서 짝퉁 J-Head Nozzle을 판매하는 곳이 많은데, 반드시 정품을 사용합니다. 가격 차이도 거의 안나고, 성능은 정품이 비교도 안되게 좋습니다.
정품 J-Head Nozzle 판매처: http://hotends.com/

노즐 장착에 대해서는 Prusa Mendel 제작기에 자세하게 설명해 놓았으니 참고해 주세요.
지난번엔 카트리지 히터와 디바이스마트의 서미스터를 사용했으나, 이번에는 동봉된 저항과 서미스터를 사용했습니다.
저항과 서미스터의 다리는 동봉된 테플론 슬리브를 이용하여 절연합니다. 다른 소재는 노즐의 온도를 견디지 못하고 녹아버립니다.
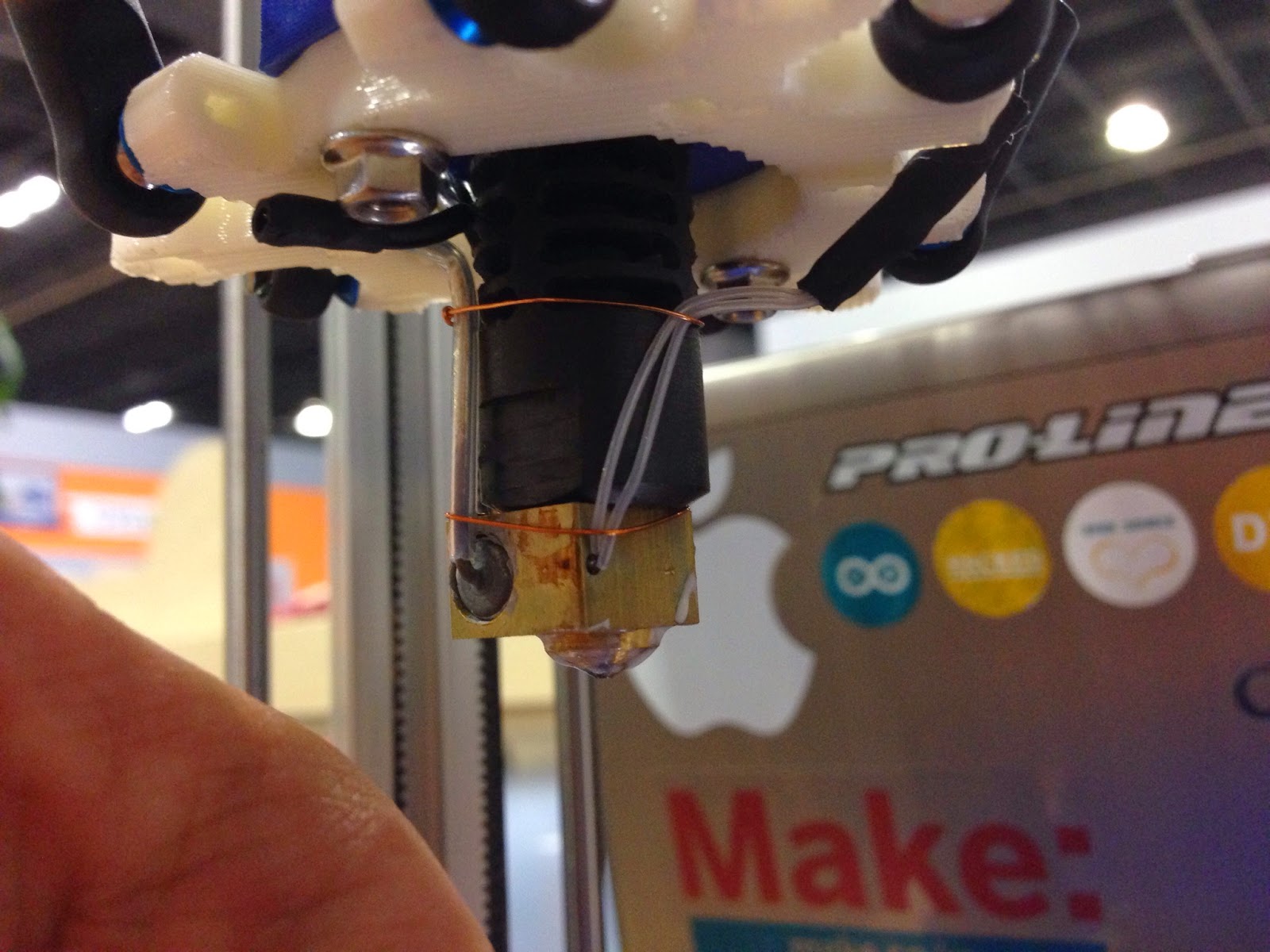
저항과 서미스터를 고정할 마땅한 방법이 없어서 에나멜선을 이용해 고정했습니다.
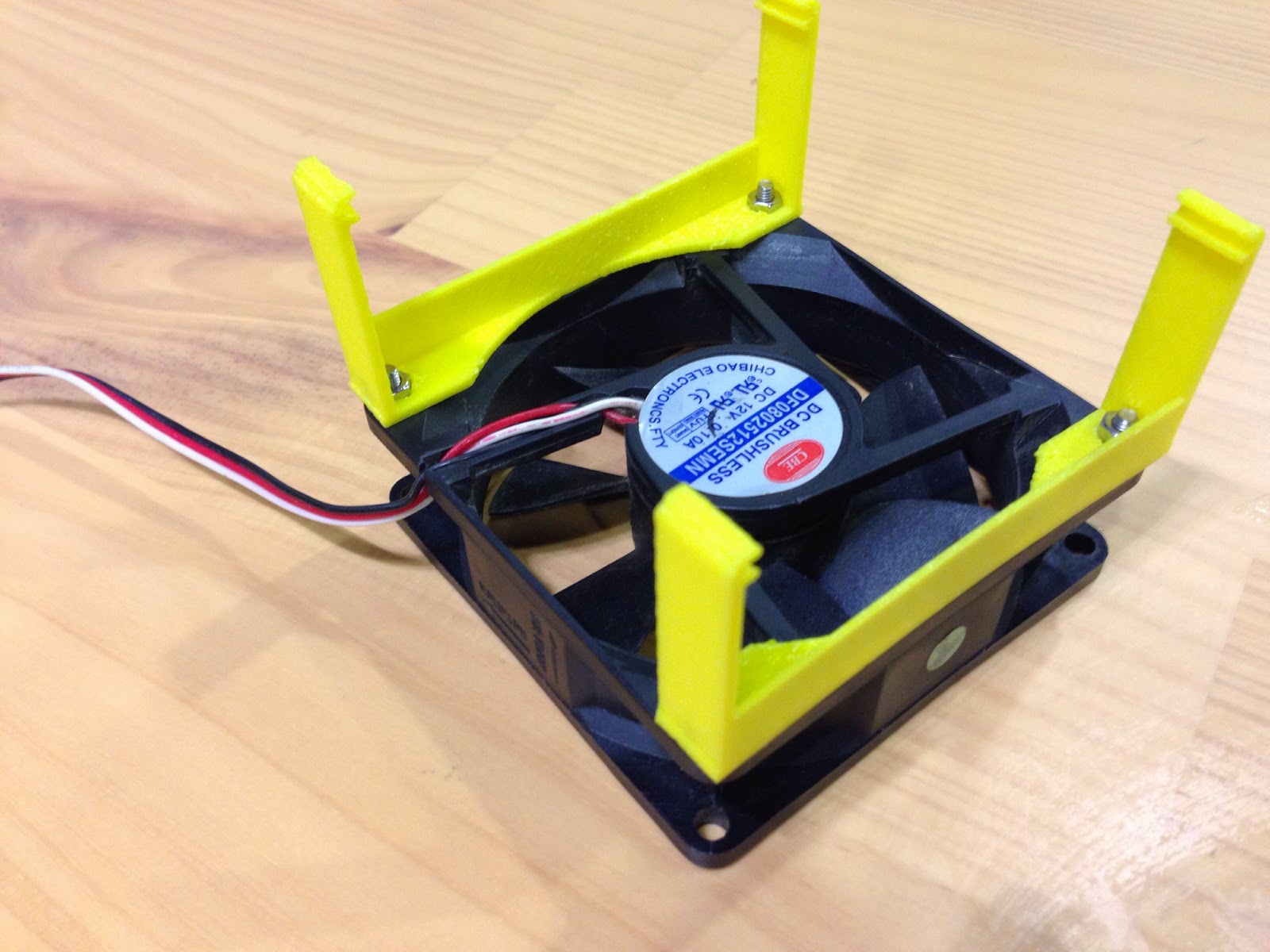
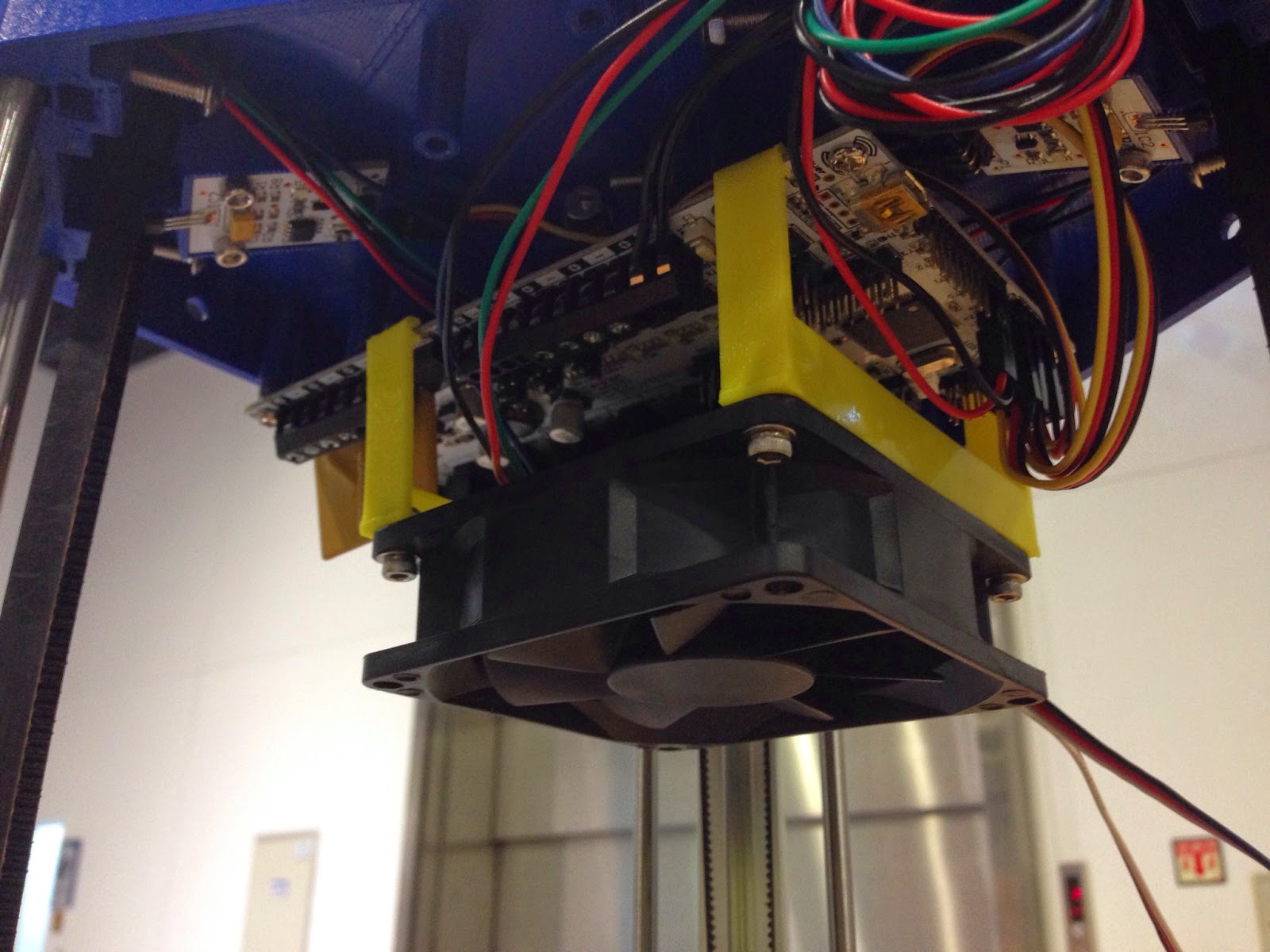
과천과학관 무한상상실의 NP-멘델을 이용하여 팬마운트를 출력해 보드에 80mm 팬을 장착했습니다... 만 소음이 크고 보기도 흉해서 곧 떼어냈습니다. 보드를 냉각할 다른 방법을 생각해 봐야겠습니다.
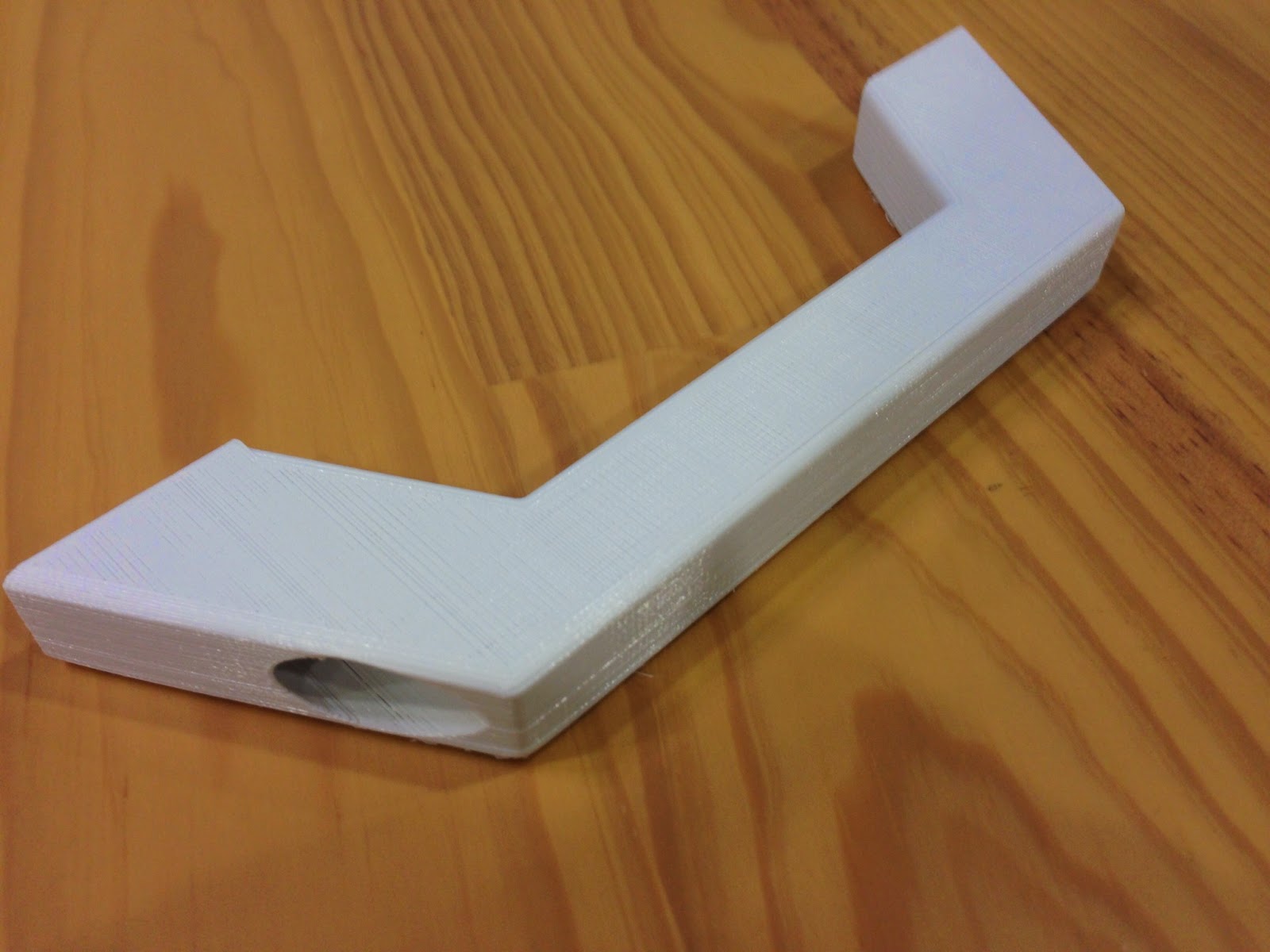
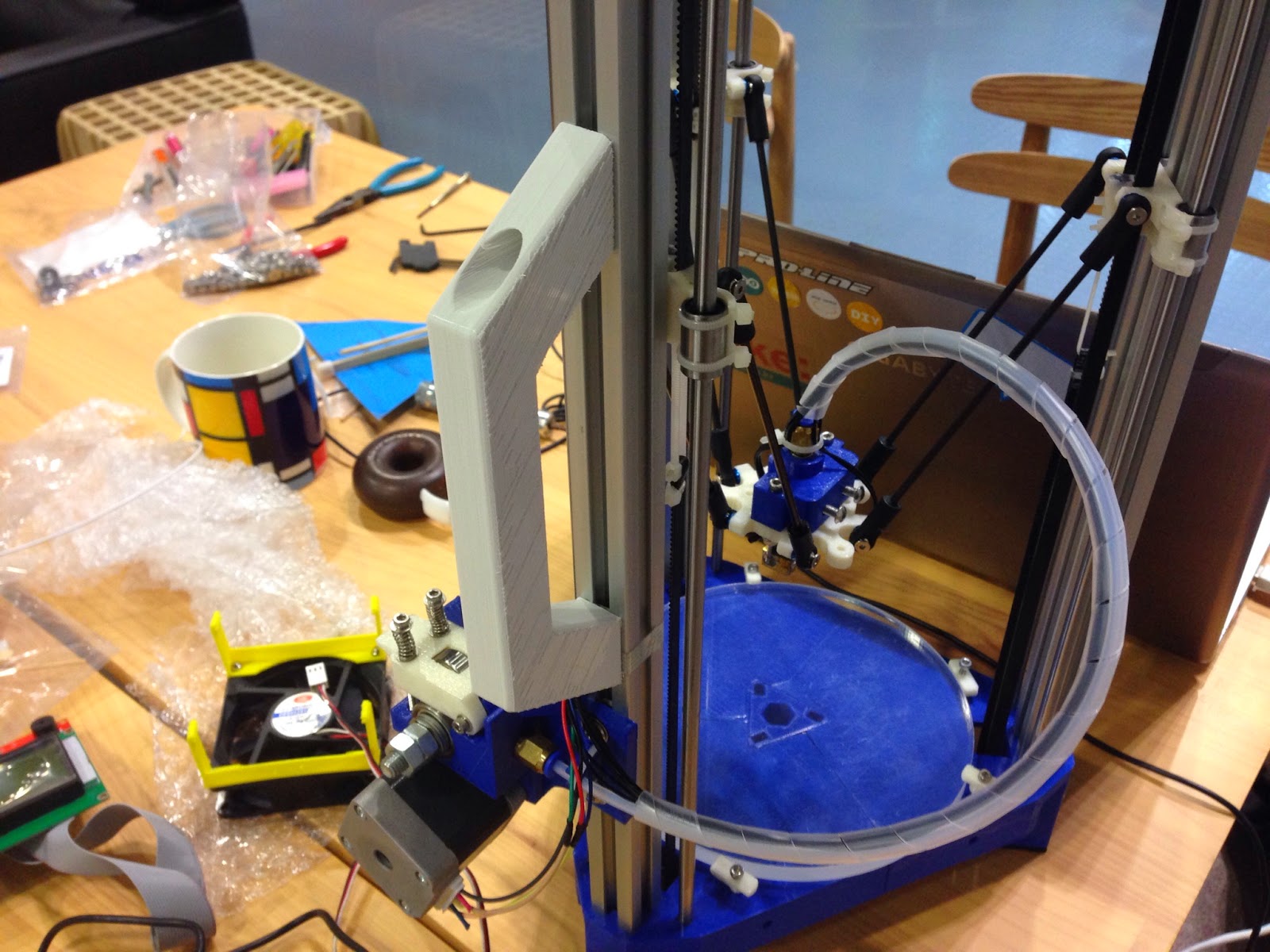
무한상상실의 Almond를 이용해 손잡이를 출력해 장착했습니다. 손잡이는 직접 설계해 만들었습니다.
사실, 프로파일용 손잡이를 구입해 장착했으면 더 쉬웠겠지만, 왠지 Reprap에는 직접 출력한 손잡이를 달아야만 할 것 같아서 이렇게 만들게 되었습니다.


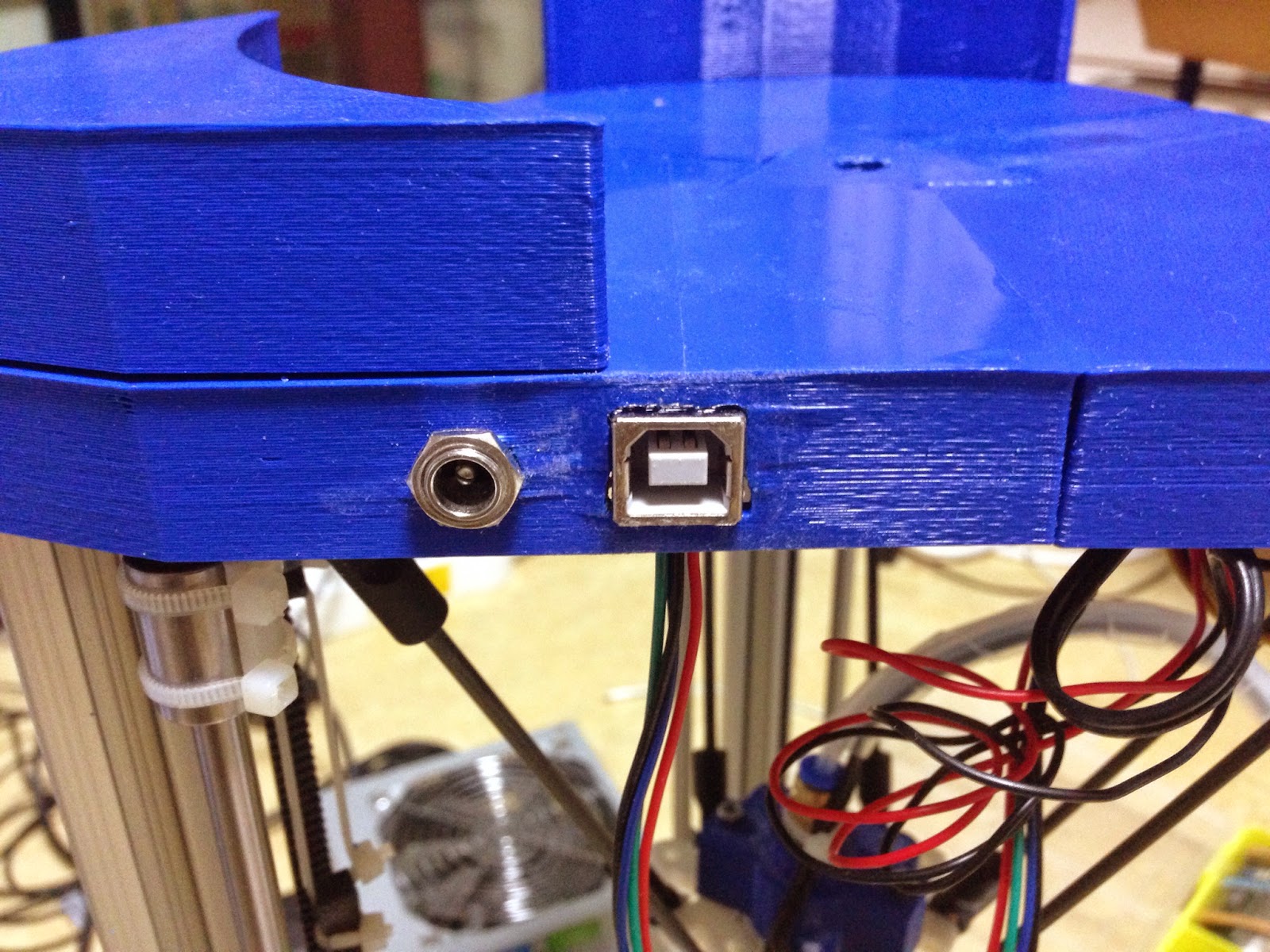
마지막으로 전원 잭과 USB 포트 구입하여 따로 장착해 주었습니다.
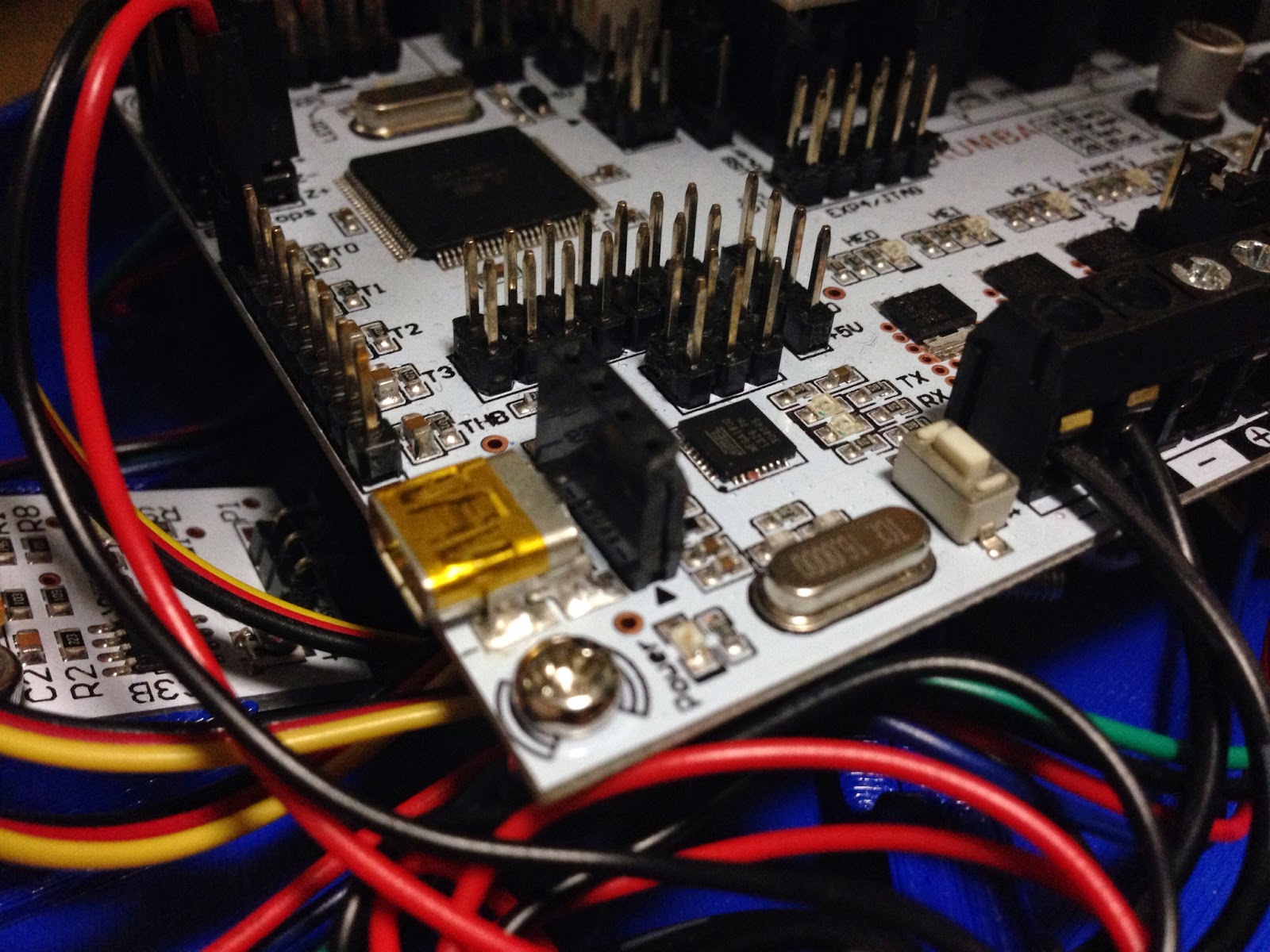
제작자는 LCD를 장착하고, SD 카드로 출력하는 것을 염두에 두고 설계하다 보니 USB 연결이 매우 불편합니다. 다행스럽게도 RUMBA 보드에는 USB 의 4개 선을 납땜으로 연결할 수 있는 자리가 있어 그 곳을 이용해 USB Type B Female 포트를 연결해 주었습니다. 이를 이용하면 보다 쉽고 깔끔하게 연결 가능합니다.
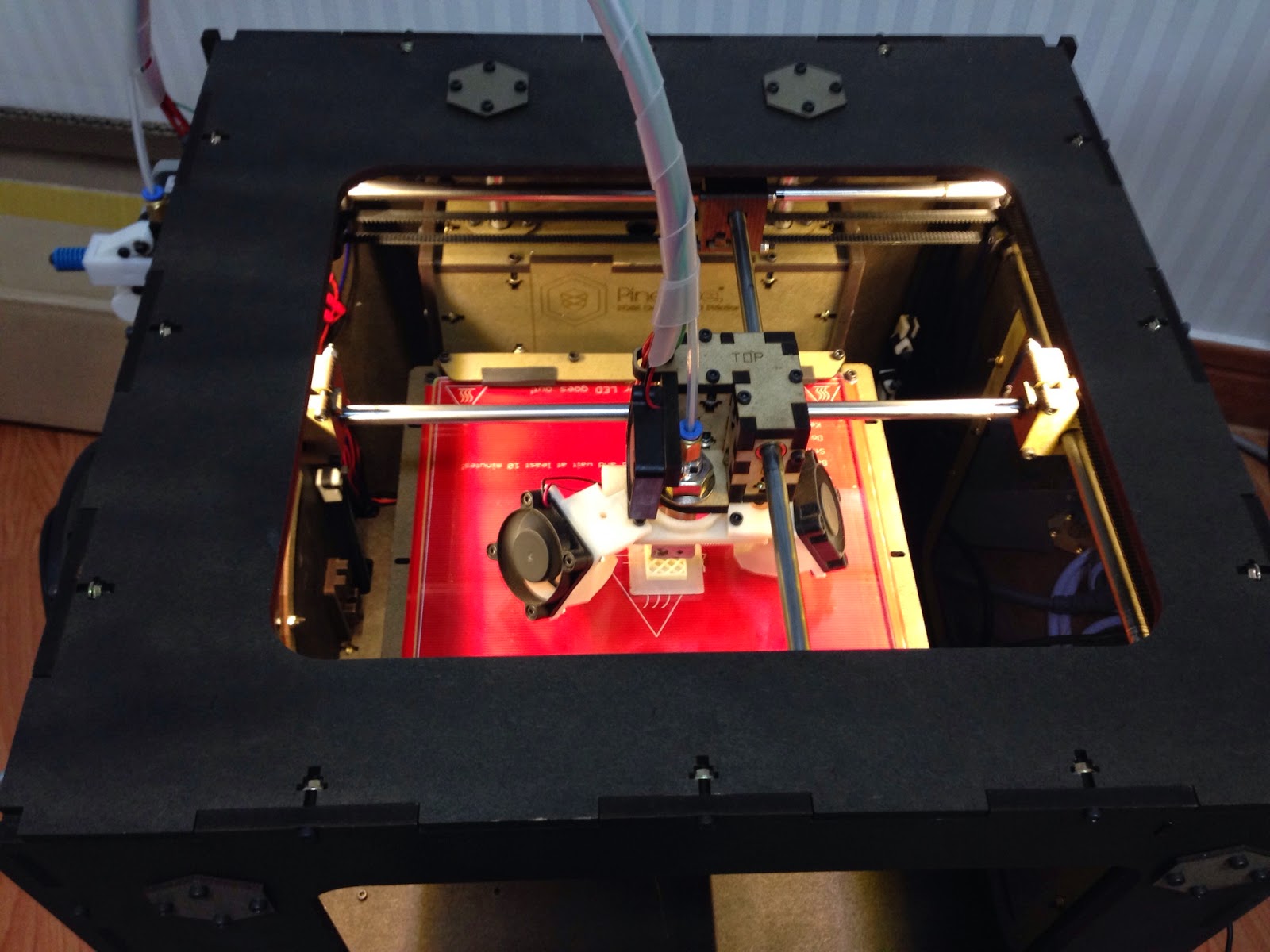
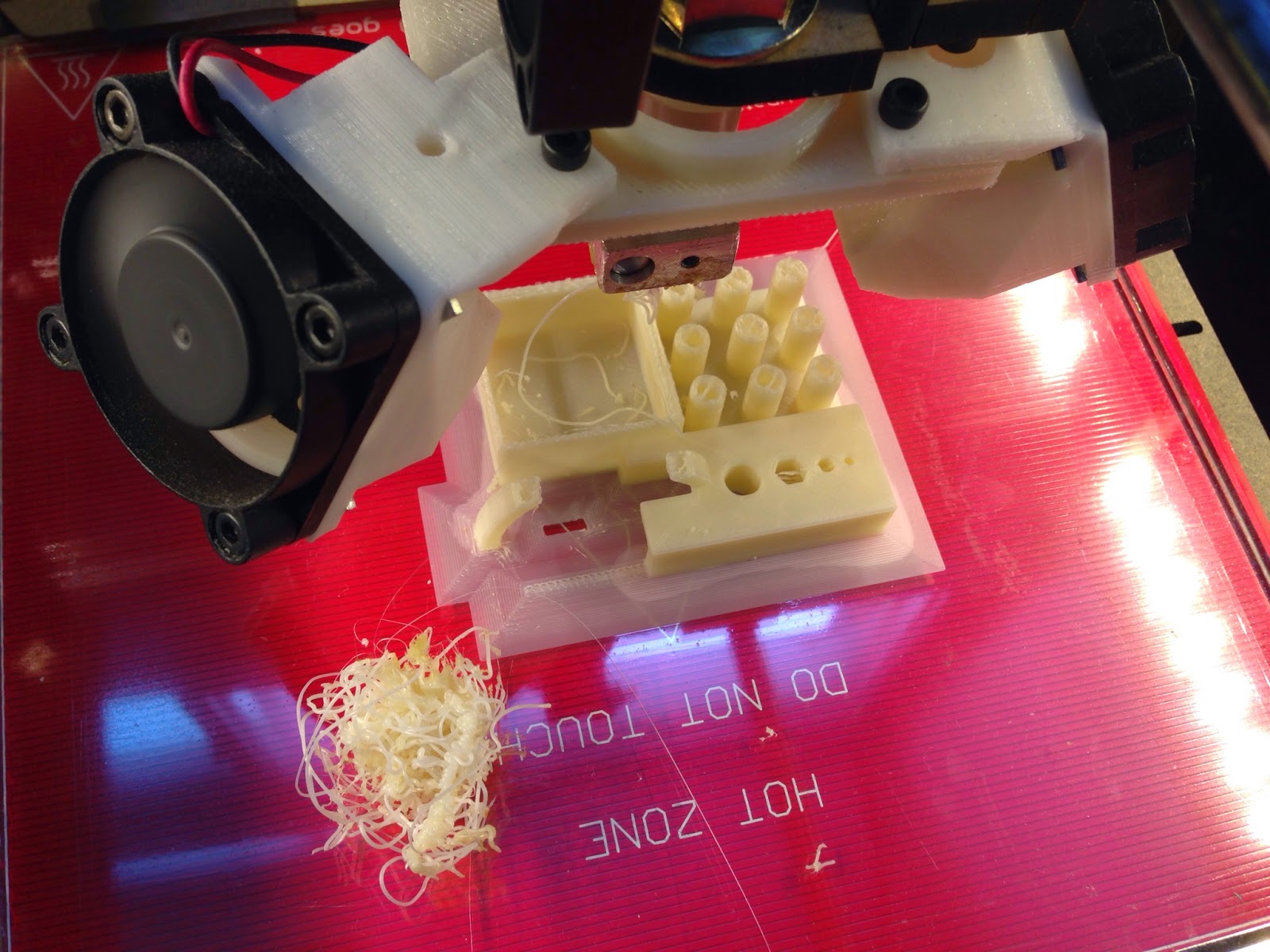
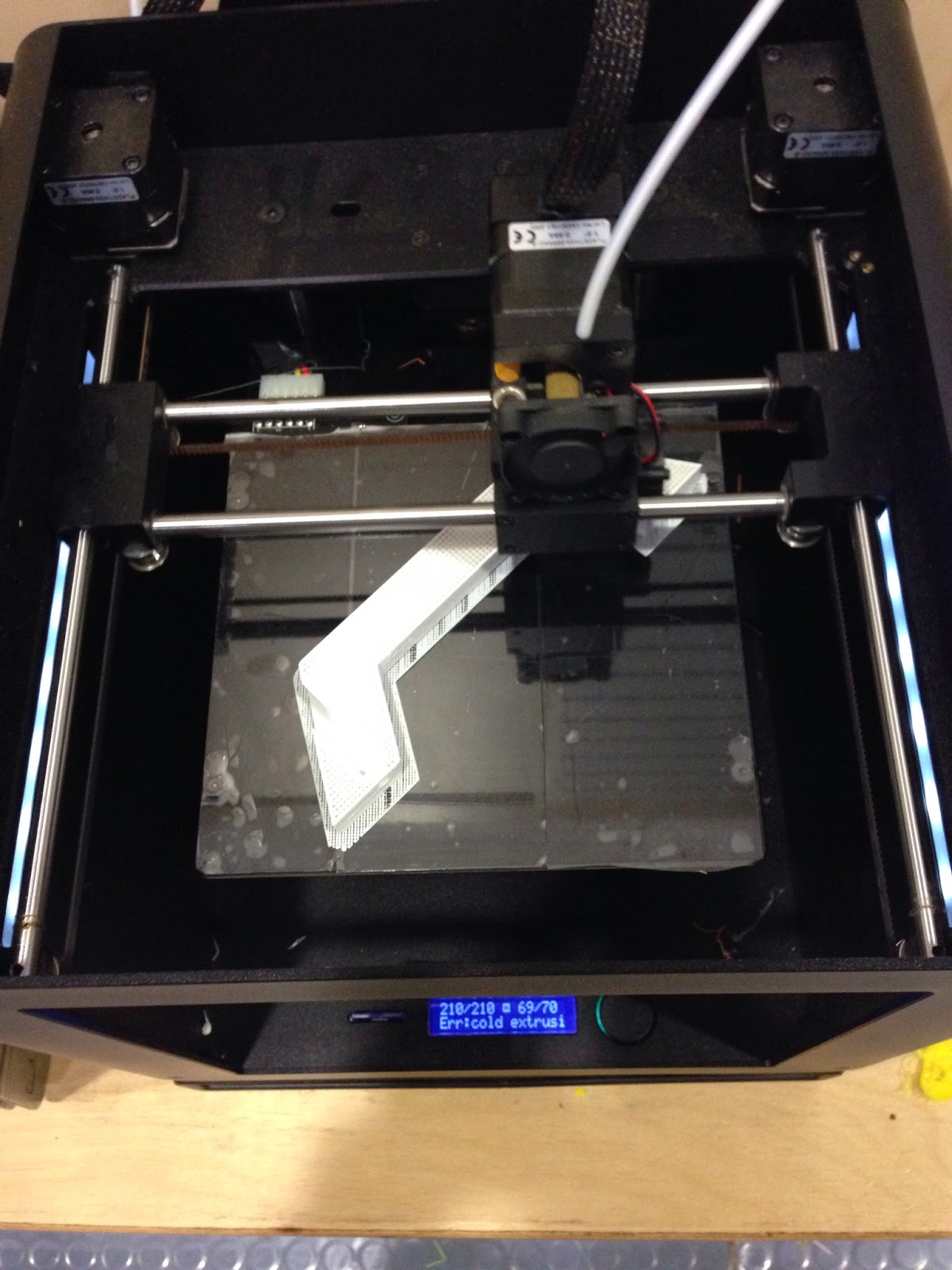
출력 영상입니다.
역시 델타는 형언할 수 없는 멋이 있습니다.
지금도 출력은 충분히 가능하지만, 오토레벨링을 위해 몇 가지 더 삽질하고 있습니다.
다음 게시글에서는 오토레벨링에 대해 다루도록 하겠습니다.