[Marlin] G002-G003 - Arc or Circle Move
📅Update: 2020/09/18
G2 adds a clockwise arc move to the planner; G3 adds a counter-clockwise arc. An arc move starts at the current position and ends at the given XYZ, pivoting around a center-point offset given by I and J or R.
CNC_WORKSPACE_PLANES allows G2/G3 to operate in the selected XY, ZX, or YZ workspace plane.
This command has two forms:
Ispecifies an X offset.Jspecifies a Y offset.At least one of the
IJparameters is required.XandYcan be omitted to do a complete circle.The given
XYis not error-checked.The arc ends based on the angle of the destination.
Mixing
IorJwithRwill throw an error.
Rspecifies the radius.XorYis required.Omitting both
XandYwill throw an error.XorYmust differ from the current XY position.Mixing
RwithIorJwill throw an error.
Arc moves actually generate several short straight-line moves, the length of which are determined by the configuration option MM_PER_ARC_SEGMENT (default 1mm). Any change in the Z position is linearly interpolated over the whole arc.
'ARC_P_CIRCLES' enables the use of the 'P' parameter to specify complete circles
G2 [E<pos>] I<offset> J<offset> [P<rate>] R<radius> [X<pos>] [Y<pos>] [Z<pos>]
[E<pos>]The amount to extrude between the start point and end pointI<offset>An offset from the current X position to use as the arc centerJ<offset>An offset from the current Y position to use as the arc center[P<rate>]Specify complete circles - requiresARC_P_CIRCLESR<radius>A radius from the current XY position to use as the arc center[X<pos>]A coordinate on the X axis[Y<pos>]A coordinate on the Y axis[Z<pos>]A coordinate on the Z axis
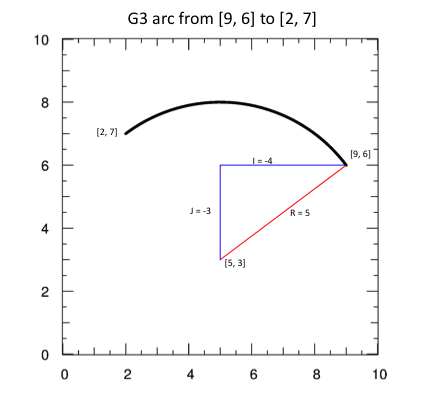
This illustrates a counter clockwise arc, starting at [9, 6]. It can be generated either by G3 X2 Y7 I-4 J-3 or G3 X2 Y7 R5
Move in a clockwise arc from the current position to [125, 32] with the center offset from the current position by (10.5, 10.5).
G2 X125 Y32 I10.5 J10.5
Move in a counter-clockwise arc from the current position to [125, 32] with the center offset from the current position by (10.5, 10.5).
G3 X125 Y32 I10.5 J10.5
Move in a complete clockwise circle with the center offset from the current position by [20, 20].
code: G2 I20 J20